空调铜管的加工与焊接方法「空调铜管的加工与焊接」
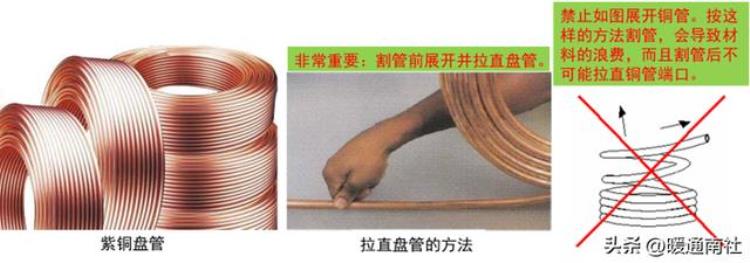
(一)拉直紫铜管
利用工作台的平面,将弯曲的铜管在台面上进行拉直操作。在拉直的过程中要非常小心,不要用脚大力踩踏铜管表面,使其变形。
弯曲的铜管必须先经过处理后,让铜管基本平直后方可进行下一步的操作。
(二)割管
1、割刀
2、割管的方法和步骤
(1)在管子外壁的待割处刻划上记号,切割处的划线要与管轴线垂直,刻线位置误差要小,并且必须在拉直的铜管区域划线和切割。如图(1)
(2)逆时针旋转割刀进给手轮,使导轮与滚
割管与倒角:
(一)拉直紫铜管
利用工作台的平面,将弯曲的铜管在台面上进行拉直操作。在拉直的过程中要非常小心,不要用脚大力踩踏铜管表面,使其变形。
弯曲的铜管必须先经过处理后,让铜管基本平直后方可进行下一步的操作。
(二)割管
1、割刀

2、割管的方法和步骤
(1)在管子外壁的待割处刻划上记号,切割处的划线要与管轴线垂直,刻线位置误差要小,并且必须在拉直的铜管区域划线和切割。如图(1)
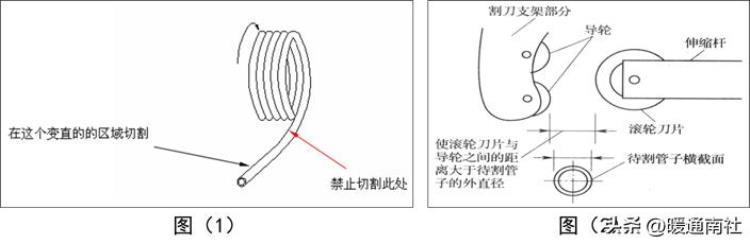
(2)逆时针旋转割刀进给手轮,使导轮与滚轮之间张开的距离略大于被割管子的外直径,以保证割管时管子能嵌入,如图(2)所示。
(3)将割刀插入管子,并尽可能使支架开口朝上或朝外,以便能够看清记号,如图3所示。
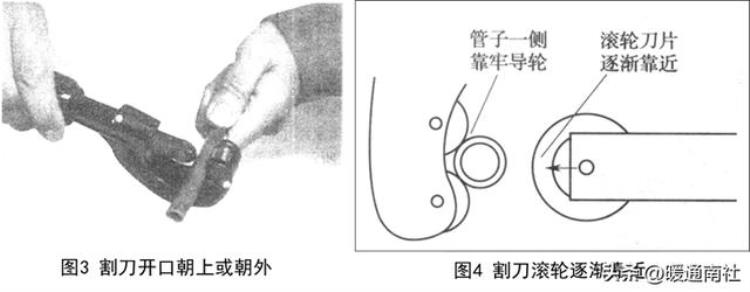
(4)调整割刀横向位置,在滚轮刀片对准切割处后,让管子一侧靠牢两导轮。然后顺时针旋动进给手轮,使滚轮刀片边缘逐渐靠近并轻微抵住管子,如图4所示。
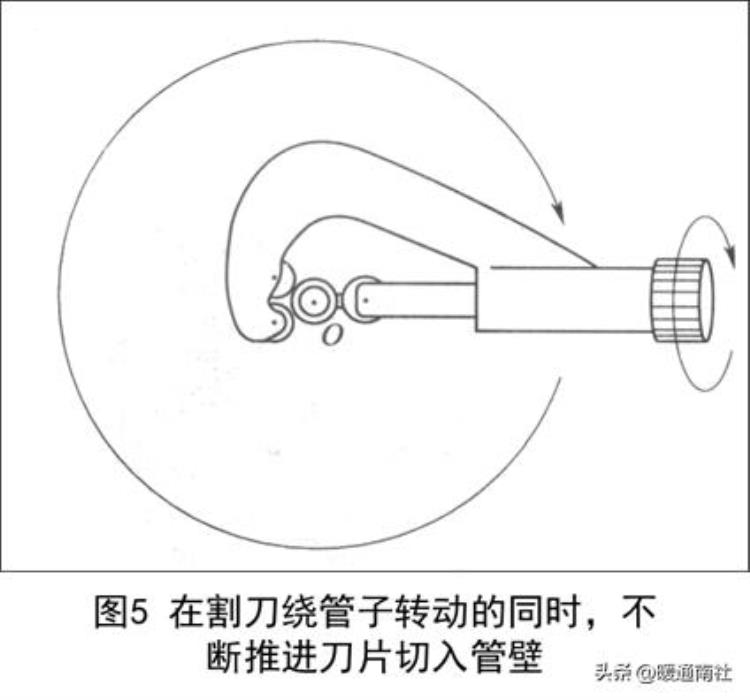
(5)将割刀绕管子转动l圈,若未见偏移,则顺时针旋动进给手轮1/4~1/2圈后,再将割刀绕管子转动2~4圈,重复若干次,直至管子割断,如图5所示。(注意:割管中滚轮刀片的每次进给量不能过多,否则会造成严重的卷边(毛刺),甚至导致管子变形。)
(6)管道切割后的密封保护良好操作
割管后,对剩余盘管或暂时不用的紫铜管需要进行密封保护处理,如下图所示。

3、毛细管的切割
切断毛细管建议用一种特殊的毛细管钳。毛细管钳是一个独特的工具,可切割不同管径的毛细管。
另一种方法,使用锐利的剪刀切断毛细管。通常用锐利的剪刀夹住毛细管来回转动划出裂痕,然后用手轻轻地折断。

这两种方法要防止管口堵塞和随之引起的管径收窄。
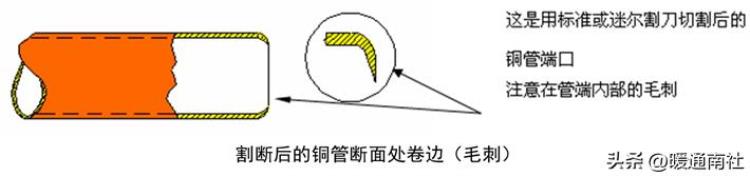
(三)倒角(去除毛刺)
1、倒角的原因
经割刀切割后的铜管切口处会发生向内收缩、内外径都变小的卷边(毛刺)现象。卷边(毛刺)不但会影响后道工序的加工质量,不利于管子之间的相配连接,还会对流经此处的制冷剂产生不良影响因此,人们经常用专用倒角器或大割刀上附带的简易片状倒角器进行修整。
2、去毛刺工具的介绍

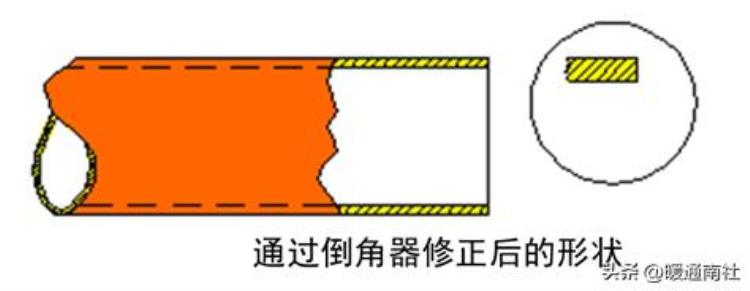
3、去毛刺的操作方法
修整时,将倒角器插入管内,以刀片对称线为轴线来回转动,锉去内毛刺。

弯管加工:

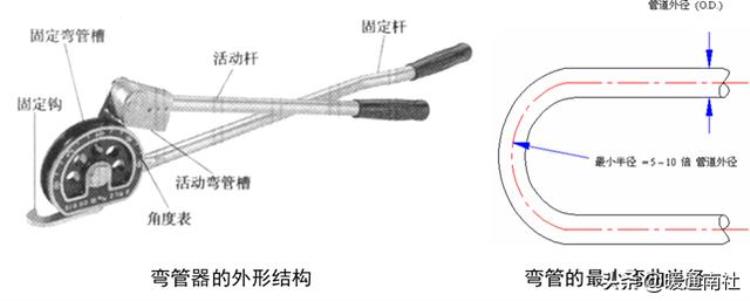
(一)杠杆式弯管器弯管
1、先选取好与需要进行弯管的铜管半径相一致的弯管器,规定最小的弯管弯曲半径为在5至10 倍铜管直径,测量好该弯管器的弯曲半径(R),然后在测量弯曲的起始点的时候,根据实际情况通过增加或者减少弯曲半径来确定。并在确定好的其实位置做好记号。

(二)弹簧式弯管器弯管
用弹簧式弯管器弯管的正确方法:

扩口与胀口:
(一)扩口
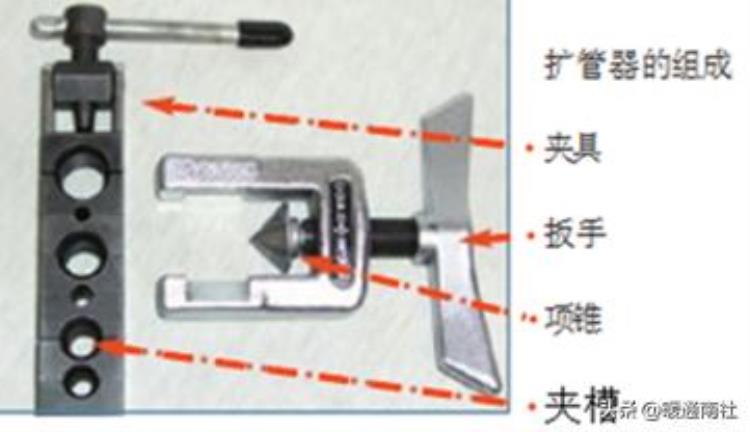
1、扩管器的组成
扩管器主要由顶压器、顶锥、夹具等组成。
2、喇叭口的制作
(1)通过切割、去毛刺、清洁等操作,准备好需进行扩口的紫铜管。
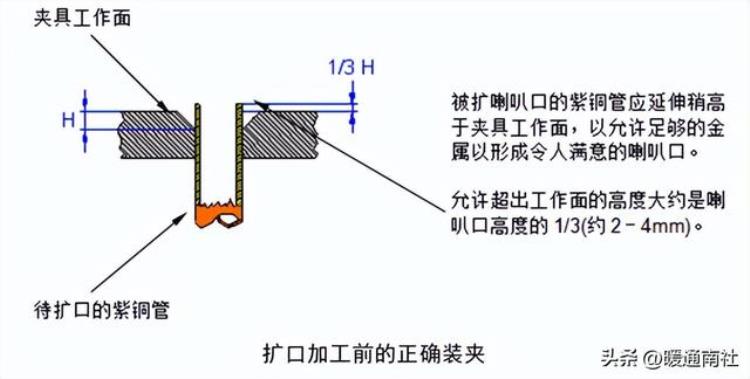
(2)先将螺母套进待加工紫铜管,然后将铜用夹具夹紧在相应规格的夹槽中,并要求端口超出夹具工作面2-4mm(不同管径扩口时的预留长度有所不同,管径小的应稍少些,管径大的应稍多些。如φ6mm紫铜管一般留2mm,φ20mm以上紫铜管约留4mm)。
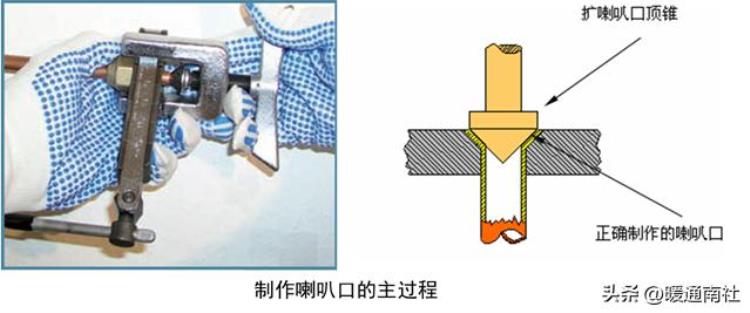
(3)将铜管按要求用夹具夹紧后,涂一滴冷冻机油在与管道接触的扩管器的的顶锥上,然后将压顶器圆锥开顶锥的旋转中心对准铜管的轴心,然后。拧紧顶压器的扳手前进半圈,往回1/4圈。推进3 /4圈,再往回1/4圈。这样反复进行直到喇叭口成形。

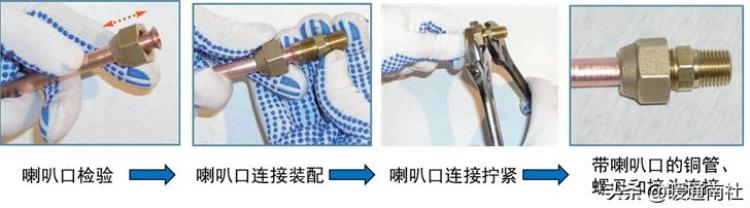
(4)观察完成扩管后的铜管周边是否是毛刺,并尝试将套好的螺母上下移动,看看是否畅顺,最后用准备进行连接的螺丝接头来校对一下喇叭口的大小是否正确(喇叭口的大小要求在螺丝接头斜口的50%-90%之间)。

切记:
扩喇叭口前,先精心准备好铜管。
始终使用推荐的工具扩喇叭口。
小心使用工具,适当保养,并定期清洁。
扩喇叭口前不要忘记将管螺母安装到所需的位置。
螺母与铜管直径必须匹配。
扩喇叭口后,用干净的干布或纸张清除喇叭口上的油。
务必检查完成后的喇叭口,以确保没有裂痕或其他缺陷。
不要使用旧的或硬铜管来扩喇叭口。
涂一滴冷冻机油到扩管器的顶锥上。
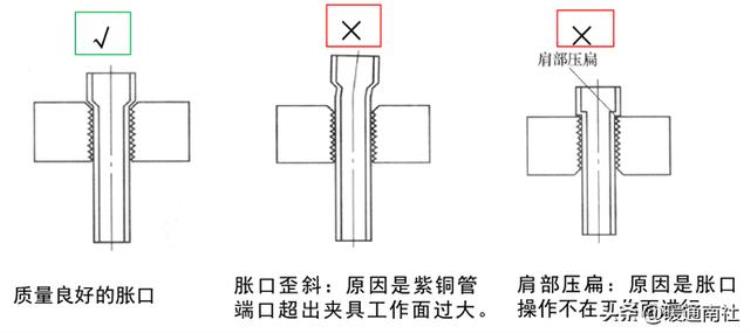
(二)胀口加工
胀管方法一(用顶压式胀管器)
1、用割刀割取所需长度的紫铜管,去除内卷边(毛刺),并进行适当的内倒角处理。
2、将待加工紫铜管用夹具夹紧在相应规格的夹槽中,并要求超出10mm左右。
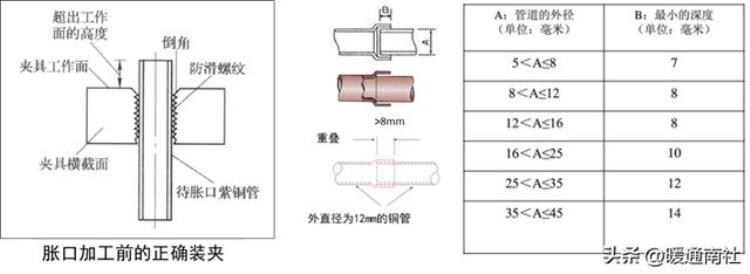
3、在顶压器上换上相应直径的胀口顶锥,并装上夹具,拉钩嵌在夹具两侧,这时左手握紧夹具并用大拇指斜方向方向压紧一侧拉钩处,食指和中指扣紧另一侧拉钩处,使顶压器与夹具的相对位置保持固定不变。
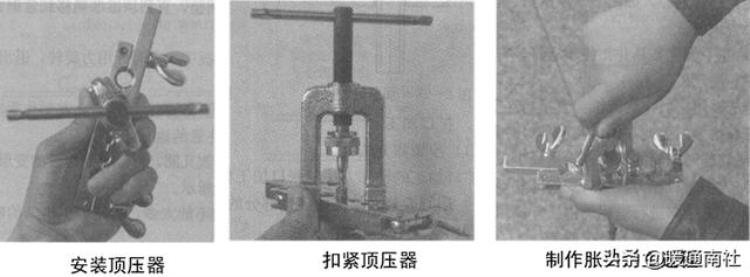
4、左手握住夹具并扣住项压器,右手抓紧顶压器的扳手,顺时针用力旋转,直到胀口深度达到要求。
5、左手握住夹具并扣住顶压器,右手抓住项压器的扳手,逆时针用力旋转,退出顶锥。
管道焊接:
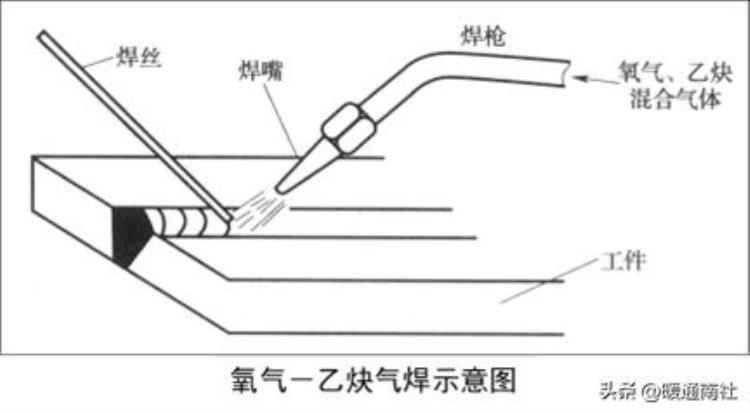
制冷系统中不但蒸发器和冷凝器是用金属管制成的,其他部件也都离不开金属管。为了保证系统既具有较高的密封性,又具有较高的机械强度,这些金属管之间大多采用焊接方法进行连接。焊接类型较多,但最为常见的是电焊和气焊两种。下面重点介绍制冷中使用最为普遍的氧气一乙炔(液化石油气)气焊装置及其操作方法。
气焊是利用可燃气体与助燃气体混合燃烧时放出的热量对金属进行焊接的一种加工方法,如图所示。
(一)气焊设备
1、气焊设备的结构组成
气焊设备包括氧气瓶、乙炔瓶(或液化石油气钢瓶)、减压装置、焊炬(俗称焊枪)和软胶管等,如图所示。
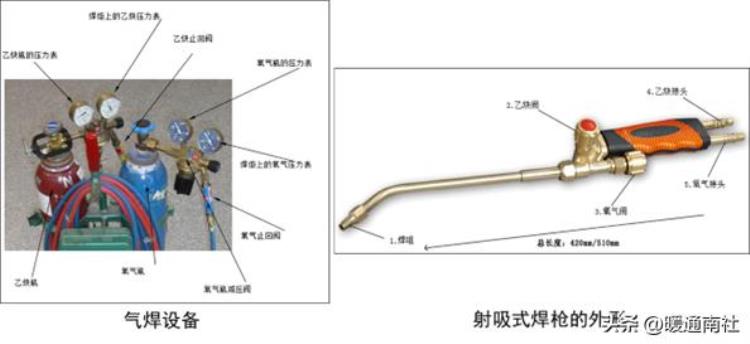
2、制冷维修专用小型气焊设备的组成及各部分结构:

(二)紫铜管的低银钎焊
制冷维修中使用硬钎焊,使用的钎焊料一般分为银钎焊和铜钎焊两种。紫铜管之间的焊接宜选用含银2%(HL209)和含银5%(HL205)的低银钎焊条,焊接过程中不需要添加焊剂,这种钎焊俗称“银钎焊”。
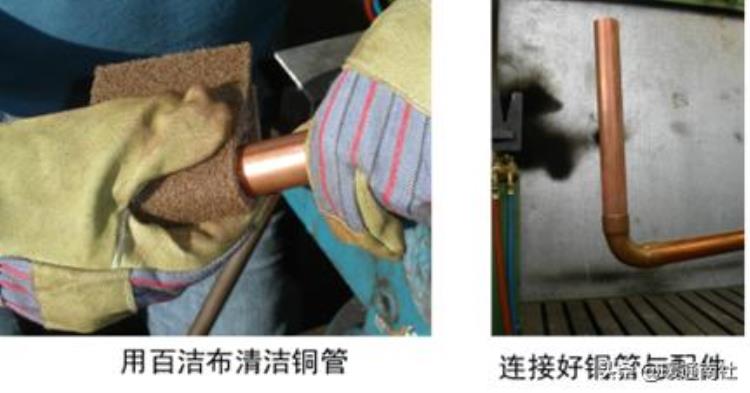
1、紫铜管与铜质配件配合
将加工并清洁好的铜管和铜质配件紧密的连接起来,并确保连接的正确性。
2、铜管与配件的连接(焊接)
(1)将需要进行连接操作的铜管及其配件,放到稳固、安全的工作台上。并将可能在操作过程中需要用到的尖嘴钳、焊料等放好在操作工位旁;
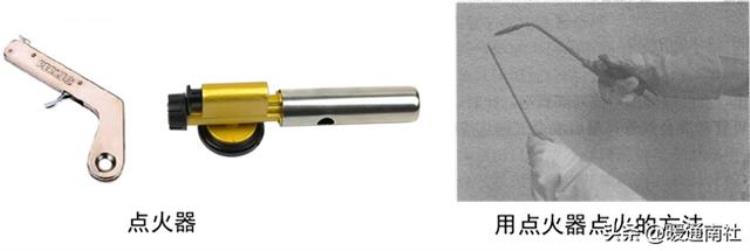
(2)在穿好防护服(必须长袖),并戴好焊接手套、防护眼镜后,用电子或者火石点火器(严禁使用打火机)进行打火。
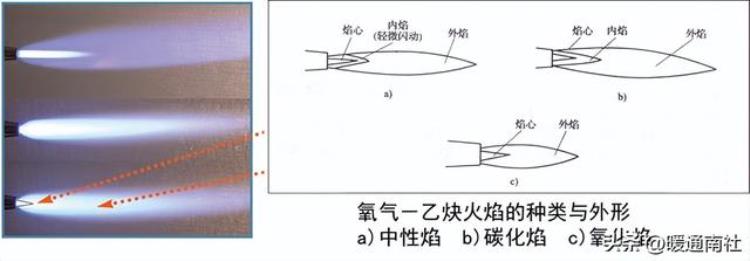
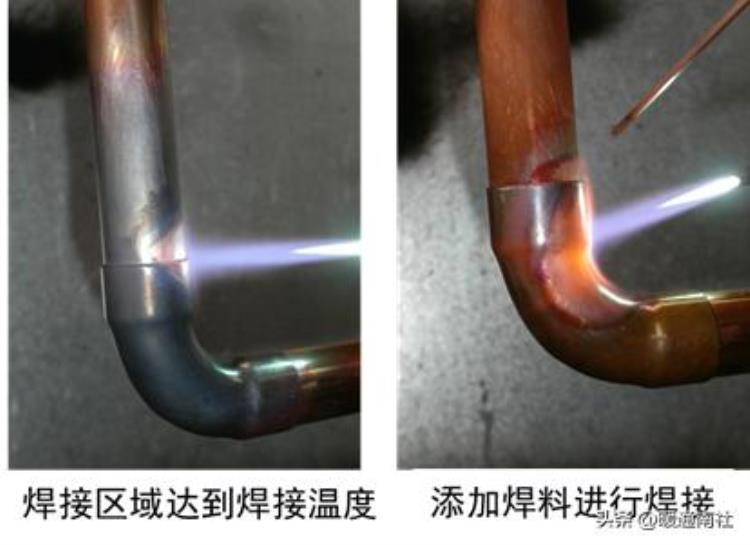
(3)完成点火后,将焊炬的火焰调节成“中性焰”,并使用合适大小的“中性焰”进行铜管的焊接加工。
(4)首先对管径较大的管件进行加热,然后移至小管径的管件进行加热,然后以“∞”的轨迹进行加热处理。

(5)当加热到管件都成暗红色的时候,就可以进行焊料的填充。在填充焊料的过程中,不能用焊炬直接对准配件的缝隙进行加热填充,而是拿稳低银焊条一端,将另一端轻微用力搁压在紫铜管的连接处,依靠母材的间接加热使焊条熔化并均匀渗入接缝。操作过程中可遵循先在加热面的背面进行焊料填充,再从正面填充的原则(即正面加热需要先在背面填充焊料)。
(6)焊接完成后,让焊件自然冷却,严禁使用滴水的湿布、冷水等低温物质对焊件进行快速降温。

(7)在保证焊件已经完全冷却(至少保证人手触摸不会造成伤害)的时候,用百洁布对焊接完毕后的铜管进行氧化皮的清洁工作,并最终观察焊口是否满足以下要求:
1)焊口完整,无缝隙;
2)焊口平整,焊料均匀,无砂眼;
3)连接位的焊料适当,用手触摸时要求平滑,无明显的触感。
加压封口:
利用封口钳对铜管进行封口,封好后进行焊接。

本文来源于互联网,暖通南社整理编辑。
绌鸿皟閾滅$剨鎺ワ紝濡備綍鐒婃帴濂斤紵
鍦ㄥ畨瑁呯┖璋冪殑鍒跺喎绯荤粺鏃讹紝涓轰繚璇佹満鍣ㄧ殑姝e父浣跨敤锛屾槸闇瑕佸瑰叾閾滅¤繘琛岀剨鎺ョ殑锛岄偅閾滅¤ユ庝箞鐒婃帴宀佸皹浜忓憿锛涓銆侀摐绠℃庝箞鐒婃帴锛
1銆佸墠鏈熷噯澶
锛1锛夊皢閾滅℃帴澶村勭殑澶栬〃闈㈠強绠′欢鎺ュご澶勭殑鍐呰〃闈㈢殑姘у寲鑶滄竻鐞嗗共鍑銆傚湪娓呯悊骞插噣鐨勭″瓙澶栬〃闈㈠強绠′欢鍐呰〃闈㈠勫潎鍖娑傚埛绯婄姸鎴栨恫浣撻拵鍓傦紝閲囩敤閾滅7閽庢枡鎴栦綆閾堕摐纾烽拵鏂欓拵鐒婇摐绠′笌绱閾滅′欢鏃讹紝鍙涓嶆秱閽庡墏銆
锛2锛夊皢閾滅℃彃鍏ョ′欢涓锛屾彃鍒板簳骞堕傚綋鏃嬭浆锛屼互淇濇寔鍧囧寑鐨勯棿闅欙紝鑻ユ秱鏈夐拵鍓傦紝搴斿皢鎸ゅ嚭鎺ョ紳鐨勫氫綑閽庡墏鐢ㄦ竻娲佹姽甯冩姽鍘汇
2銆佺剨鎺ラ摐绠
锛1锛夌敤姘斾綋鐏鐒板规帴澶村勫疄鏂藉潎鍖鍔犵儹锛岀洿鑷冲姞鐑鍒伴拵鐒婃俯搴︼紝閿¢拵鐒婃椂锛屼篃鍙鐢ㄧ數鍔犵儹灏嗘帴澶村勫姞鐑鍒伴拵鐒婃俯搴︺
锛2锛夌敤閽庢枡鎺ヨЕ琚鍔犵儹鍒伴珮娓╃殑鎺ュご澶勶紝浠ュ垽瀹氭帴澶村勬俯搴︼紝鑻ラ拵鏂欎笉鐔斿寲锛岃〃绀烘帴澶村勬俯搴﹀皻鏈杈惧埌閽庣剨娓╁害锛岄渶缁х画瀵规帴澶磋繘琛屽姞鐑銆
锛3锛夎嫢閽庢枡鑳借繀閫熺啍鍖栵紝琛ㄧず鎺ュご澶勬俯搴﹀凡杈惧埌閽庣剨娓╁害锛屽嵆鍙杈圭户缁瀵规帴澶村姞鐑锛屼互淇濇寔鎺ュご澶勭殑娓╁害鍦ㄩ拵鐒婃俯搴︿互涓婏紝杈瑰悜鎺ュご鐨勭紳闅欏勬坊鍔犻拵鏂欙紝鍒╃敤鎺ュご澶勭殑鐑閲忓皢閽庢枡鐔斿叆缂濋殭锛岀洿鑷冲皢閽庣紳濉婊★紝鍒囧繉鐢ㄧ伀鐒扮洿鎺ョ啍鍖栭拵鏂欐秱浜庣紳闅欒〃闈銆
3銆佸喎鍗
绉诲幓鐑婧愶紝鍋滄㈠姞鐑锛屼娇鎺ュご鍦ㄩ潤姝㈢姸鎬佷笅鍐峰嵈缁撴櫠锛岄槻姝㈢啍鍖栭拵鏂欏喎鍗寸粨鏅舵椂鍙楀埌鎸鍔ㄨ屽奖鍝嶉拵鐒婅川閲忋傚皢閽庣剨鎺ュご澶勭殑娈嬫福娓呯悊骞插噣锛屽繀闇鏃跺彲鍒锋秱娓呮紗淇濇姢銆
浜屻侀摐绠$剨鎺ョ殑娉ㄦ剰浜嬮」鏈夊摢浜涳紵
1銆佺剨鎺ユ椂瑕佺瓑鐒婃枡鍑濆浐涔嬪悗锛屾墠鑳藉姩閾滅★紝鍚﹀垯鐒婃帴閮ㄥ垎浼氳傚紑銆傜剨鎺ユ椂瑕佺瓑鍒跺喎鍓傛帓鍑涔嬪悗鎵嶈兘杩涜岋紝鍚﹀垯鍒跺喎鍓傞亣鍒版槑鍏勬棪鐏浼氫骇鐢熸湁姣掔殑鍏夋皵锛岃繖浜涘厜姘斿逛汉浣撴湁瀹炽
2銆侀摐绠$剨鎺ラ渶瑕佷娇鐢ㄦ皵浣撶伀鐒帮紝姘旂摱瑕佺洿绔嬫憜鏀撅紝瑕佺绘槑鐏鐨勮窛绂诲ぇ浜5绫筹紝浠ュ厤鍙戠敓鐏鐏句簨鏁呬箮绁烇紝鐒婄偓鍜屾皵鐡剁殑杩炴帴鏂瑰紡瑕佹g‘銆
3銆佸湪杩涜岄摐绠$剨鎺ユ椂锛岃佸湪閫氶庤浆鎬佸ソ鐨勫湴鏂硅繘琛屾柦宸ワ紝鏂藉伐浜哄憳闇瑕佷僵鎴村ソ涓撲笟鐨勯槻鎶ょ溂闀滐紝鐒婃帴鐜板満瑕佹湁鐏鐏鐨勫櫒鏉愩

绌鸿皟閾滅″彲浠ョ剨鎺ュ悧锛熺剨鎺ョ┖璋冮摐绠$殑娉ㄦ剰浜嬮」锛
涔堝逛簬杩欐牱鐨勯儴鍒嗕汉浠鐨勮繘琛屽畨瑁呯殑鏃跺欏彲浠ョ剨鎺ュ悧锛熶篃鏄涓绉嶇枒鎯戯紝鑰屼笖鍦ㄨ繘琛岀剨鎺ョ殑杩囩▼涓锛屼篃鏄搴旇ヨ佸氬氭敞鎰忥紝杩欐牱鎵嶈兘澶熻揪鍒板ソ鐨勬晥鏋滐紝閭d箞涓嬮潰鐨勬枃瀛楀氨鐗瑰湴缁欐偍浠嬬粛浜嗭紝绌鸿皟閾滅″彲浠ョ剨鎺ュ悧锛屽逛簬鐒婃帴绌鸿皟閾滅$殑娉ㄦ剰浜嬮」涔熻佺煡閬撱
鍙鏈夊畨瑁呰繃 绌鸿皟 鐨勪汉浠鎵嶇煡閬擄紝閾滅″効涔熸槸姣旇緝閲嶈佺殑涓涓閮ㄥ垎锛岄偅涔堝逛簬杩欐牱鐨勯儴鍒嗕汉浠鐨勮繘琛屽畨瑁呯殑鏃跺欏彲浠ョ剨鎺ュ悧锛熶篃鏄涓绉嶇枒鎯戯紝鑰屼笖鍦ㄨ繘琛岀剨鎺ョ殑杩囩▼涓锛屼篃鏄搴旇ヨ佸氬氭敞鎰忥紝杩欐牱鎵嶈兘澶熻揪鍒板ソ鐨勬晥鏋滐紝閭d箞涓嬮潰鐨勬枃瀛楀氨鐗瑰湴缁欐偍浠嬬粛浜嗭紝绌鸿皟閾滅″彲浠ョ剨鎺ュ悧锛屽逛簬鐒婃帴绌鸿皟閾滅$殑娉ㄦ剰浜嬮」涔熻佺煡閬撱
绌鸿皟閾滅″彲浠ョ剨鎺ュ悧锛
绌鸿皟閾滅$剨鎺ュ伐鑹鸿緝绠鍗曪紝闇瑕佹潗鏂1纾烽摐鐒婃潯銆2鐕冩枡涓烘恫鍖栨皵锛堢叅姘斻佷竵鐑风瓑鍧囧彲锛夈3鍔╃噧鍓傛哀姘斻4鐒婄偓銆傚皢鐒婄偓钃濊壊绠¤繛鎺ユ哀姘旂綈锛岀孩鑹茬¤繛鎺ョ噧鏂欑綈锛屾鏌ョ剨鐐鏄鍚︽e父.
鑻ョ剨鐐姝e父鎴戜滑鎱㈡參鎵撳紑鐕冩枡闃骞剁偣鐕冿紝鍐嶆墦寮姘ф皵闃璋冭妭鐏鐒颁娇鍏朵负钃濊壊鐏鐒帮紝鍏堢敤澶栫劙灏嗘帴缂濆勭◢寰鐑樼儰涓涓嬮勭儹鏃嬪嵆鐢ㄨ摑鑹茬伀鐒板姞鐑鐒婄紳骞跺皢鐒婃潯闈犺繎鐏鐒伴勭儹锛屽綋閾滅$剨缂濆勫彂绾㈠悗灏嗙剨鏉℃斁鍦ㄧ剨缂濆勶紝鐢ㄨ摑鑹茬伀鐒板悓鏃跺姞鐑鐒婄紳鍙婄剨鏉$洿鑷崇剨鏉$啍鍖栨憾婊$剨缂濓紝鐒婃帴缁撴潫銆
鐒婃帴绌鸿皟閾滅$殑娉ㄦ剰浜嬮」锛
1銆佺剨鎺ラ摐绠′竴瀹氳佺敤閽庣剨锛屼篃鍙姘х剨锛屾皵鐒婏紝澶氳傝斀绉嶅氭牱鐨勫彨娉曪紝鎴戝徃鏄鍙閽庣剨銆傜噧鐑х殑姘斾綋鏄娑插寲鐭虫补姘斾笌姘ф皵娣峰悎鐕冪儳鐨勭伀鐒拌繘琛岀剨鎺ョ殑銆傜┖璋冮摐绠′竴鑸姣旇緝钖勶紝澹佸帤涓鑸鍦0锛3锛1锛2mmz宸﹀彸锛屾墍浠ョ剨鎺ョ殑鏃跺欎竴瀹氭敞鎰忓姞鐑鐨勬椂闂达紝鍔犵儹娓╁害瓒呰繃600搴︼紝0锛03绉掑氨浼氳╅摐绠¤瀺鍖栵紝绉颁箣涓虹儳鐔斻
2銆佺剨鎺ュ悗涓鑸鐢ㄥ共鍑鐨勫喎姘磋╅》鍐峰嵈銆傞伩鍏嶆哀鍖栥傜″唴涓鑸閫氬叆姘姘斾繚鎶ょ″唴涓嶆哀鍖栥傞拵鐒婄伀鐒板垎涓烘哀鍖栫劙锛岃繕鍘熺劙锛屼腑鎬х劙銆備竴鑸鐒婃帴鐢ㄨ繕鍘熺劙锛屼繚璇侀摐绠″搧璐ㄣ
3銆佺剨鎺ョ偣涓鑸涓嶈佺敤鍔涙幇鎵锛屽洜涓虹剨鏂欎細鍑虹幇瑁傜汗銆傜剨鎺ョ殑鏃跺欙紝闇瑕佸噯澶囦竴浜涗笌鐒婃帴宸ヨ壓鐩稿叧鐨勪笢瑗匡紝渚嬪傜剨鎺ヤ娇鐢ㄧ殑鐒婃潯锛岀剨鎺ヤ娇鐢ㄧ殑鐕冩枡涓鑸鏄涓佺兎銆佺剨鎺ユ椂浣跨敤鐨勫姪鐕冩皵鏄姘ф皵锛岃繕鏈夌剨鎺ュ伐鍏风剨鐐銆
4銆佷笢瑗垮噯澶囬綈鍏ㄥ紑濮嬬剨鎺ユ搷浣滐紝鐒婃帴鐨勬椂鍊欒佹敞鎰忕殑浜嬮」鏄鍦ㄦ搷浣滄皵鐡剁殑鏃讹紝姘旂摱蹇呴』鏄鐩寸珛鐨勶紝姘ф皵鐡朵笌鐡剁殑璺濈诲埌鏈夋槑鐏鐨勮窛绂昏佸ぇ浜5绫充互涓婏紝杩欎釜鎵嶆槸瀹夊叏璺濈汇傜剨鐐涓庢皵鐡剁殑杩炴帴鏂规硶鏄鍚︽槸姝g‘鐨勶紝閾滅′笌閾滅′欢鐩存帴涔熻佷繚鎸佷竴瀹氱殑璺濈伙紝鎿嶄綔鐨勬椂鍊欎竴瀹氳佸甫濂介槻鎶ょ溂闀滐紝鍦ㄧ剨鎺ョ殑鐜板満涓鍧︽簮闄嗗畾瑕佹斁鏈夌伃鐏鍣ㄦ潗锛岀剨鎺ョ殑鍦版柟娉ㄦ剰涓瀹氳佷繚鎸侀氶庨『鐣呫
鐪嬩簡涓婅堪鍐呭圭粰鎮ㄥ仛鍑虹殑浠嬬粛涔嬪悗锛屼汉浠瀵逛簬绌鸿皟閾滅″彲浠ョ剨鎺ュ悧锛岄兘搴旇ュ凡缁忔湁浜嗘g‘鐨勮よ瘑浜嗗惂锛屽彟澶栧逛簬鐒婃帴绌鸿皟閾滅$殑娉ㄦ剰浜嬮」涔熸槸鏈夊緢澶氱殑锛屾f槸鍥犱负鏈変簡杩欎箞澶氱殑浜嬮」锛屾墍浠ヨ存墠鑳藉熸洿濂界殑婊¤冻浜轰滑鐨勯渶姹傦紝鍐嶈繘琛屽畨瑁呯殑杩囩▼涓锛屼篃鑳借揪鍒板ソ鐨勪繚闅
文章评论