ug添加刀补有几种方法「UG手工添加刀具补正你都用了那些方法呢值得学习」
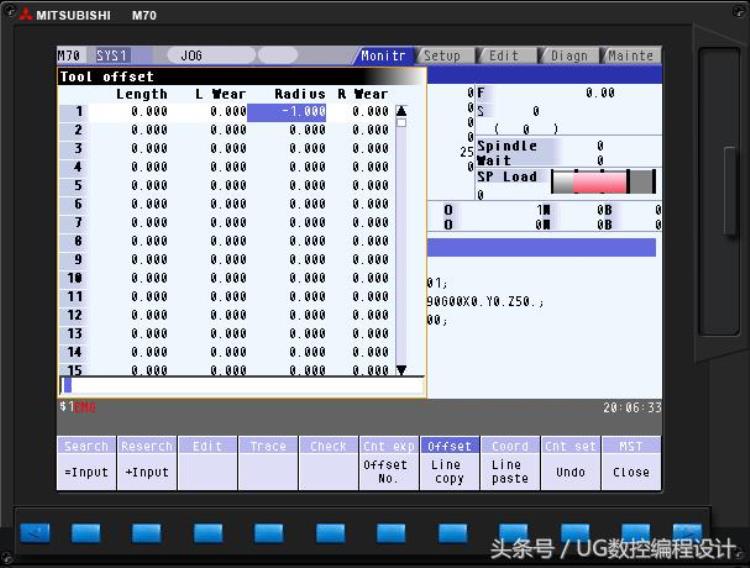
G40取消补正/G41为左补正/G42为右补正、(注意:左与右,切忌是沿着刀具运动的方向去看)左右径向补正很容易混淆,软件后处理出来的NC径补程序经常出错,所以应熟练掌握手工修改G代码,三菱M70系统现场测试如下:
NC程序如下
%
G90 G54
G00
上期给小伙伴们分享了关于UG创意塑型的知识点,也不知道小伙伴们学习怎么样了,前几天有小伙伴私信我说想学习UG手工添加刀具补正的技巧,小编整理了许久现在发出来大家一起学习吧,话不多说上菜吧


G40取消补正/G41为左补正/G42为右补正、(注意:左与右,切忌是沿着刀具运动的方向去看)左右径向补正很容易混淆,软件后处理出来的NC径补程序经常出错,所以应熟练掌握手工修改G代码,三菱M70系统现场测试如下:
NC程序如下
%
G90 G54
G00 X0. Y0.
M03 S2000
G43 Z15. H01
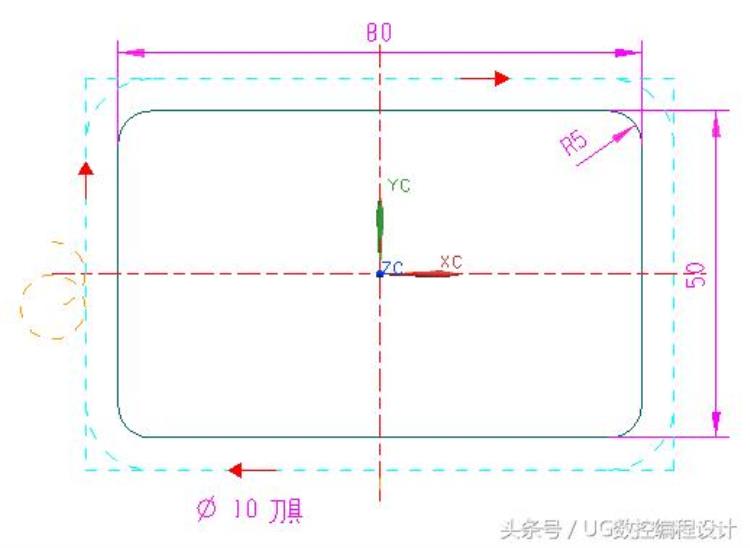
X-50. Y-5.
G01 Z-20. F1000
G03 G41 X-45. Y0. I0. J5.D01
G01 X-45. Y20.
G02 X-35. Y30. I10. J0.
G01 X35. Y30.
G02 X45. Y20. I0. J-10.
G01 X45. Y-20.
G02 X35. Y-30. I-10. J0.
G01 X-35. Y-30.
G02 X-45. Y-20. I0. J10.
G01 X-45. Y0.
G03 X-50. Y5. I-5. J0.
G00 Z15.
G40
M05
M30
%
说明:
· 径向补正主要用于2D光刀程序
· 径向补正不能用于3D平行刀路
· G41 D01可以单独放在G03前一行
G41 D01 OK
G03 X-45. Y0. I0. J5.
推荐 将G41 D1 放到G43 H1 后面的那一行
G43 Z15. H01
G41 D1 (正确)
X-50. Y-5.
而且程序只用添加一次 也就是 只有一个G41 D1 出现 就可以了 不用多次!!!
· G40放到G03这行或后面行圆弧报错
G03 G40 X-50. Y5. I-5. J0. 报错
G40为取消补正 要单独成行。
· G41左补正D设负数等于G42右补D设正数
· 上图程序D1设-1,实际加工尺寸为78×48
哈,故事到这里就结束了,小伙伴们学习怎么样了呢?是不是都是满满的干货呀,喜欢的宝宝们别忘记点赞哦,对了你们还有什么想学习的可以联系我哈,到时候可以整理好分享出来大家一起学习交流哈
下面我们再来一个,如下
对于上图所示,我想问一下小伙伴们都是怎么加工的呢?你们都用了那些技巧呢?可以分享出来大家一起学习一下哦,当然想知道我怎么操作的今晚八点之前找我,我教你们,大家相互学习探讨探讨吧,每个人不一样的思维我就有了很多种思维了哦,简直是机智而我。

文章评论