钢筋调直机常见故障排除方法「普及文章数控钢筋调直机常见故障的处理办法收藏」
二 整机图片
数控调直机
三、易损件标
配件表
四 电路图
接线图
五 安装调试
5.1 安装机器地点必
很久没给大家更新干货了,又到开工的季节,很多工友工地设备遇到故障,尤其是数控钢筋调直机的问题较为普遍,很多朋友私信小包处理办法,但是小包发现大家使用设备的品牌各不相同,甚至有点品牌小包都没有听说过,但是数控调直机大致原理应该都是一致的,所以在这里给大家按市面上比较主流品牌给大家讲解!大家参考即可,有不清楚的问题另行咨询。
二 整机图片

数控调直机
三、易损件标

配件表
四 电路图
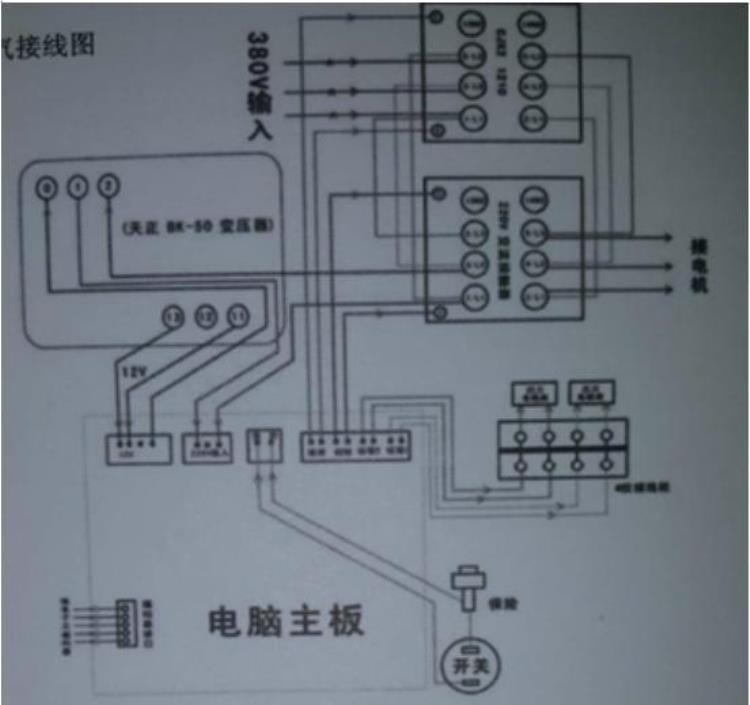
接线图
五 安装调试
5.1 安装机器地点必须在无水浸,无雨淋晒的平整水泥地面上。
5.2 安装主机及电脑箱:调整主机水平,并务必使用膨胀螺丝固定主机及电脑箱机脚
5.3待调钢筋,务必离开机器,6m-8m,最好在进料口与料架或料架之间安装一个φ48架管(1米长左右),用来管束钢筋,以防钢筋调直到尾部时弹出伤人
5.4 出料场地要求:必须是平整水泥地面,如果是普通泥沙石地,必须辅设铁板或木板等较为平整的板材。
5.5 加注液压油:请加注46#正品抗磨液压油30升,目测油箱液面离空滤器口5cm为合适油位。
5.6 电源安装:连接数控箱外延380v电源(请使用国标6平方铜芯线)
5.7检查电机转向:通电后,打开电源开关,待电脑自检回零后,点动【前进】键,观察电机皮带轮旋转是否按箭头提示转动, 如果反转把三相进线其中两条对调即可,长时间反转会烧毁齿轮泵。
5.8 新机使用磨合运行,按【运行】键启动机器,空运行10分钟,使油路齿轮泵及油缸充分吸入液压油,再连续按【切刀】键10-20次,使油路内空气能完全排出,在每日使用前必须退出钢筋,按【运行】键空运行5-10分钟。
六 常见问题及排除

点击看大图
不切断情况处理:

点击看图
切断无力情况:

点击看大图
面板无显示情况:

点击看图
好了,以上就是一些基础介绍,都是些理论的,下面呢就给大家演示一些实际处理的操作,赶紧收藏下来,分享给大家,以备不时之需。
钢筋误差大
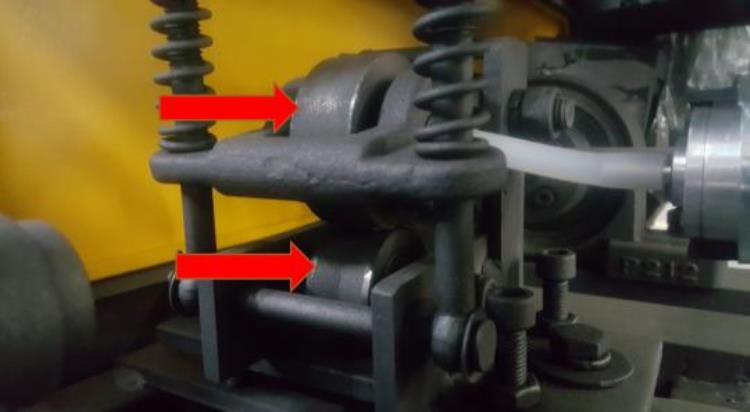
7.1-1-1 检查计米编码器连接软管松动,
处理意见:用扎丝把两头捆紧或者更换如图

软管
检查测长上轮或下轮转动不顺,或者磨损太严重,记米轮有没压紧
处理意见:更换轴承或测量轮,重调电子尺位置如图
个别的调直轮不转或调直轮的轴承损坏(切断钢筋长长短短)
处理意见:用手转动8个调直轮,检查是否存在卡堵或转不动的情况,处理办法:将调直轮卸下跟换调直轮轴承,或者跟换调直轮轴如图

调直时小车抖动大或自行往前跑(切断钢筋长长短短)
处理方法:钢筋不在调直框中心上,放松钢筋重新调节;小车拉簧太软,更换小车拉簧如图

重点:切不断钢筋电脑版情况:
检查切刀时间是否足够
处理意见:在停机状态下直接按“切刀时间”;
1、第二排“批次”显示“FF”,然后直接输入“123”,按“确定”;
2、第二排“批次”显示“11”(88代表的是出刀时间),“数量”显示窗口显示(如)“120”代表切刀时间为120毫秒,如切不断钢筋,适当加大切刀时间到140毫秒,直接按数字键“140”,按“确定”;
3、第二排“批次”显示“22”(99代表的是回刀时间),“数量”显示窗口显示(如)“140”代表切刀时间为140毫秒,如当将“出刀时间”,适当加大后,回刀时间也应该,相应的调大,直接按数字键“160”,按“确定”;如图

这些就是数控调直机常见的故障处理办法,大家知道了吗?不清楚的欢迎大家在下方留言
文章评论