ug 模具设计「UG模具设计之动定模的设计要点」
由于型腔与动模型芯形状比较复杂,如果采用整体式结构,则加工较困难,因而采用镶 块组合,可简化加工工艺,便于加工制造和热处理,同时提高零件制造精度,零件磨损时便 于更换和维修。采用镶块设计,这是注塑模具设计制造的一大特点。
2动、定模设计基准的设置
(1)成型零件的基准
成型零件的设计基准设置要根据模具结构和零件形状考虑。基准的设定原则要求保证零 件的加工精度和加工方便。成型零件的基准有如下分类:
①以模板的基准角为
1需要综合考虑,正确选择动、定模结构形式
由于型腔与动模型芯形状比较复杂,如果采用整体式结构,则加工较困难,因而采用镶 块组合,可简化加工工艺,便于加工制造和热处理,同时提高零件制造精度,零件磨损时便 于更换和维修。采用镶块设计,这是注塑模具设计制造的一大特点。
2动、定模设计基准的设置
(1)成型零件的基准
成型零件的设计基准设置要根据模具结构和零件形状考虑。基准的设定原则要求保证零 件的加工精度和加工方便。成型零件的基准有如下分类:
①以模板的基准角为基准。
②在动、定模零件的中心线上设置两个距离较远的工艺孔为基准。
③以镶芯的直角边为基准。
④在多型腔模具中,以制品的设计基准或单型腔的中心线(中心距应是整数)为基准。
⑤以制品的设计基准为基准。
(2)工艺孔设置
大型复杂的模具的动、定模整体型腔,需要设置两个距离较远的、形状为圆形的、中心 距为整数的工艺孔(H7),用机用铰刀时便于加工。由于模板的基准角在加工过程中容易损 坏,如果动、定模采用镶块结构的模芯,则也需要两个工艺孔。
如图7-25 (a)所示,有一个工艺孔是方的(不便于加工、成本又高、不容易做准),模框 有四个检验孔,并注有X、y、Z坐标尺寸,成了两个基准。四个检验孔可作为基准孔使用, 否则有矛盾,既有四个检验孔,方孔就是不必要的,成了两个基准,违反了基准统一原则。

(3)动、定模的基准角设置
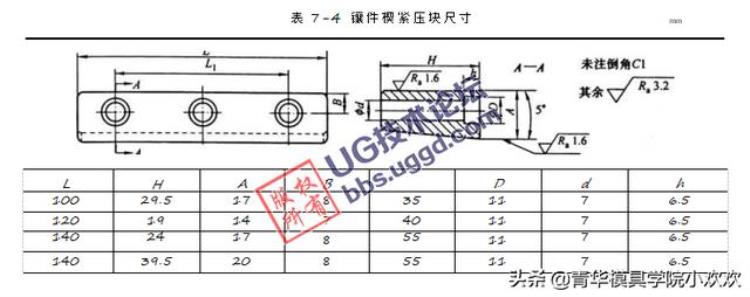
以导柱孔偏移的直角边为基准角,如图7-26所示结构,采用楔紧压块压紧镶件,主要应用于大型模具,目的是便于装拆。楔紧压块的设计要点为:在基准角对面设置楔紧块;楔 紧压块的侧面与模板镶块不得留有间隙,楔紧压块的底面须有0.5〜1mm的间隔;楔紧压 块材料为45钢,硬度为42〜46HRC。定模镶件楔紧压块尺寸见表7-4。
3动、定模的脱模斜度的确定
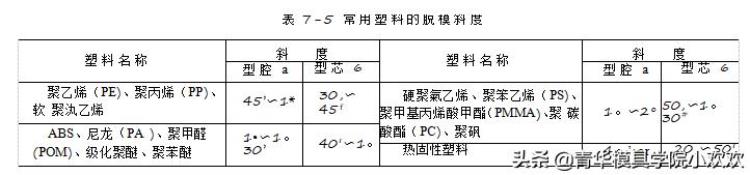
设计动、定模与成型零件的脱模斜度应注意以下几点:为了塑件脱模方便,大多数成型 零件都有脱模斜度,成型零件的脱模斜度大小与塑料的牌号、塑件的几何形状有很大关系。 脱模斜度的选取,可参考表7-5。
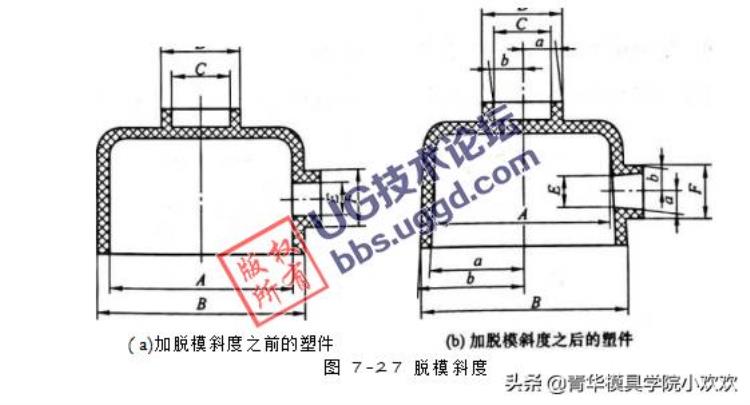
①一般动模的脱模斜度小于定模的脱模斜度。如图7-27所示,a>b,目的是保证制品 留在动模内。但有时如图7-27 (b)中所示的C、D和E、F,情况则正好相反,内侧面的 脱模斜度应该比外侧面的脱模斜度大一些,因为塑件对型芯的包紧力永远大于塑件对型腔的黏附力。
②脱模斜度确定后,注意需要验证制品的上、下口的尺寸是否达到图样要求。
塑件表面要求蚀纹,模具型腔表面要喷砂或腐蚀,当尺《 3°;当脱模斜度>4。。塑件侧面蚀纹深度与脱模斜度对照见表7-6。

4动、定模零件要有足够的强度和刚性
1)具体的参见第16章。
2)确定动、定模的外形尺寸要注意的问题动模芯与型腔的长度与宽度设计必须满足 下列要求:①包围整个塑料制品的型腔、型芯,须加放成型收缩率;②动模芯与型腔具有足 够的强度抵抗熔料作用于型腔、动模芯上的力;③冷却水管道的布置,要有足够空间位置; ④抽芯机构、斜顶机构、顶出机构的顶杆、推块及复位杆孔等零件,在开模或抽芯动作时, 须有足够的空间位置,与其他结构件、配套件、固定螺钉等不会产生干涉。
5动、定模零件设计工艺要合理
①动、定模零件结构要优化可靠,工艺合理。
②成本要求有效控制,合理选用钢材和热处理工艺。
6动、定模成型处要避免有尖薄或清角设计
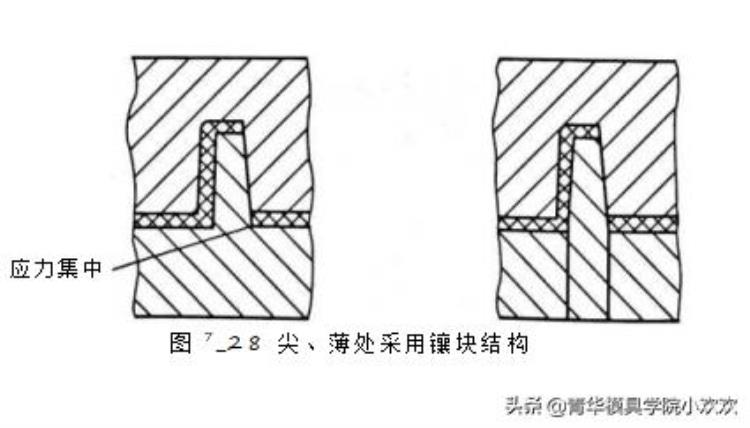
动、定模成型处应尽量避免尖薄或清角设计,否则应力集中、强度不够容易损坏,如图 7-28所示。
文章评论