加工中心钻头切削参数「cnc加工中心基础知识」
钻削原理:
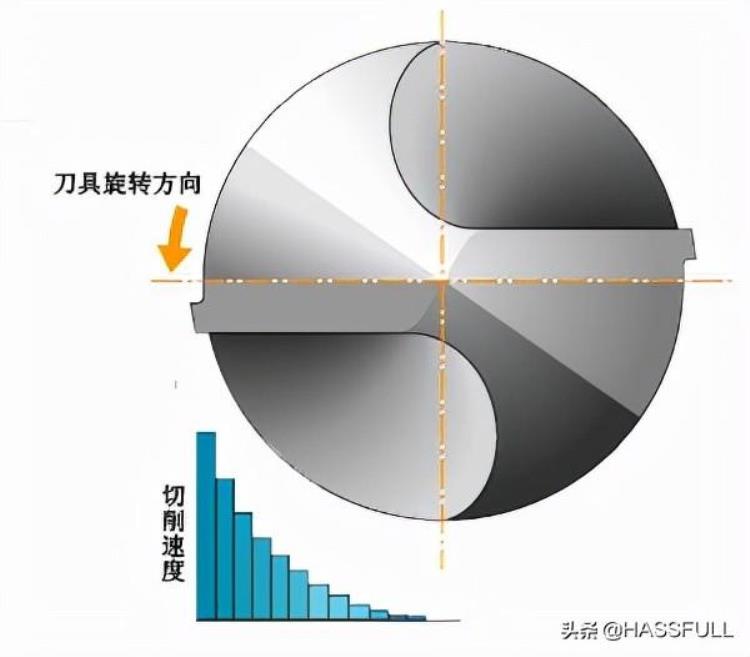
钻头通过旋转,使两个切削刃切入工件进行钻孔加工。
钻削原理
钻削切削状态特点:
越接近外周部分钻头的切削速度越高,随着向中心的靠近切削速度逐渐降低,在旋转中心即横刃中央部分的切削速度为零。
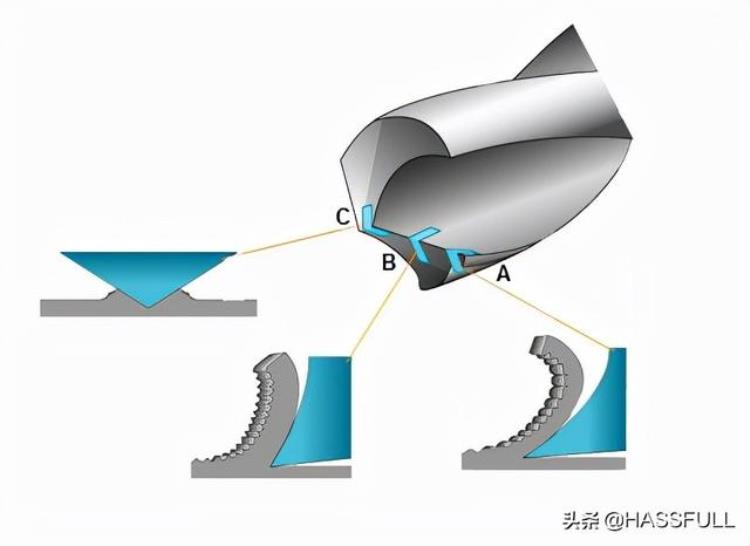
随着向中心部分的靠近前角逐渐减小,如C剖面所示,钻头中心部分(横刃部分)呈负前角,是挤压工件
钻削采用钻头进行加工,今天我们详细介绍下钻削的原理、钻削的状态特点,还有就是钻削的切削功率与切削阻力、钻削加工中孔的精度和质量等。
钻削原理:
钻头通过旋转,使两个切削刃切入工件进行钻孔加工。
钻削原理
钻削切削状态特点:
越接近外周部分钻头的切削速度越高,随着向中心的靠近切削速度逐渐降低,在旋转中心即横刃中央部分的切削速度为零。
随着向中心部分的靠近前角逐渐减小,如C剖面所示,钻头中心部分(横刃部分)呈负前角,是挤压工件状态。
钻削切削状态
钻削加工,轴向力50%~70%都消耗在钻头中心部分(横刃部分),对钻头进行横刃修磨可以有效降低钻头轴向力。
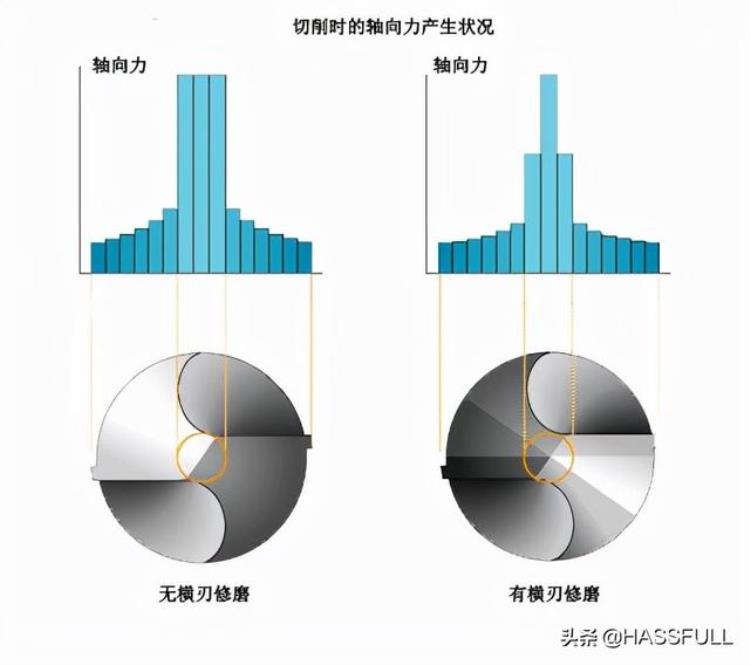
切削时轴向力产生状况
钻削的切削功率与切削阻力介绍:
加工中心等机床上进行高效率钻削加工或使用大直径钻头,需确认机床主轴发动机输出功率和钻头切削功率。输出功率不足条件下,不仅不能进行加工,还会造成钻头破损或折断,是引发故障的主要原因。接着我们看下面三幅图,看看随着钻头直径与进给量的变大对轴向力、扭矩及实际切削功率会有哪些影响。
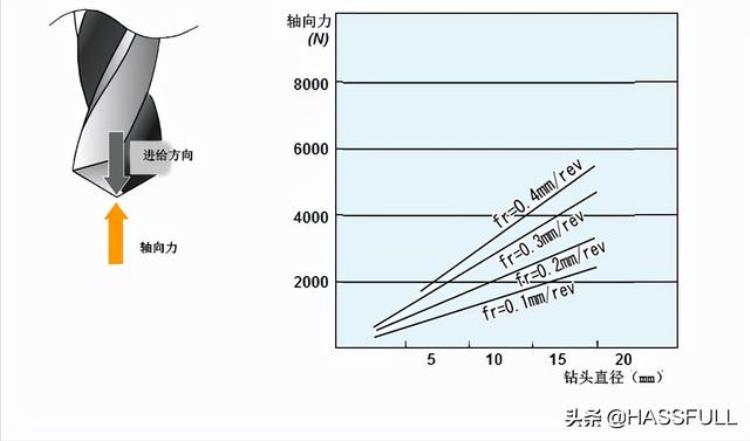
轴向力
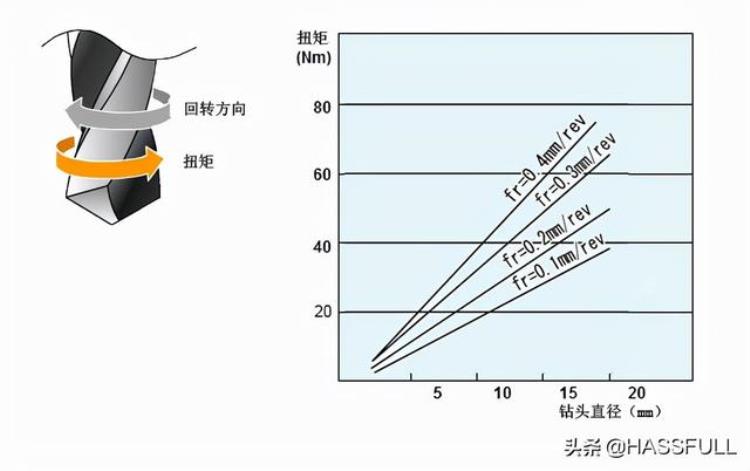
扭矩
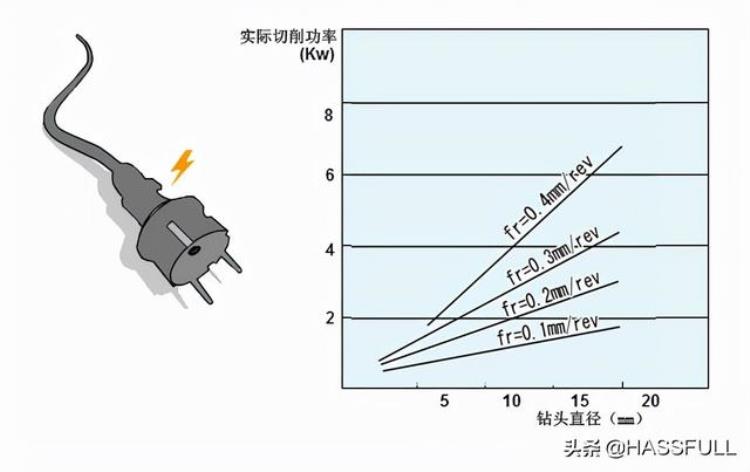
实际切削功率
钻削加工中的切屑形态和特点详细介绍:
下图是钻削加工时产生的切屑及切屑生成的状态。随着剪切角与排屑方向的变化,切屑在切削刃的位置上生成,这个过程是一个复杂的三维塑性变形过程。切屑的形态显示出了工件材料的特性。对钻头产生不良影响的圆锥螺旋形、长螺距形、锯齿形切屑,通过变更切削条件、横刃修磨形状、顶角以及设定步进进给程序,可以使切屑折断。
1、圆锥螺旋形:通过切削刃流出的扇形切屑受到槽的作用卷曲形成。通常延展性好的材料在低进给的情况下容易发生这种现象。如果在卷曲了几卷后可以折断,则排屑性能良好。
易生成此种切屑工件材料:软钢
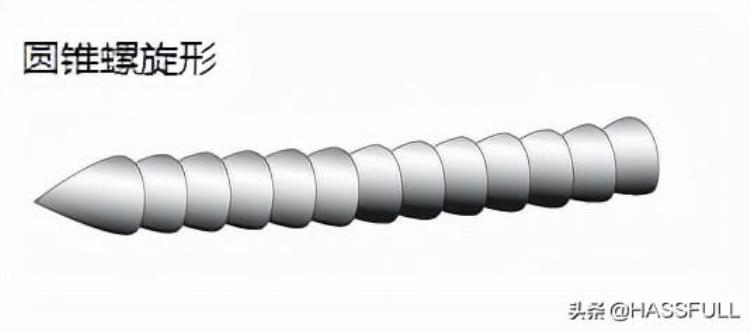
圆锥螺旋形
2、剪断形:圆锥螺旋形的切屑受到加工孔壁的约束,由于材料延展性不足而在形成长螺距形之前分段开。排屑性能、切屑处理都比较好。
易生成此种切屑工件材料:碳钢、合金钢
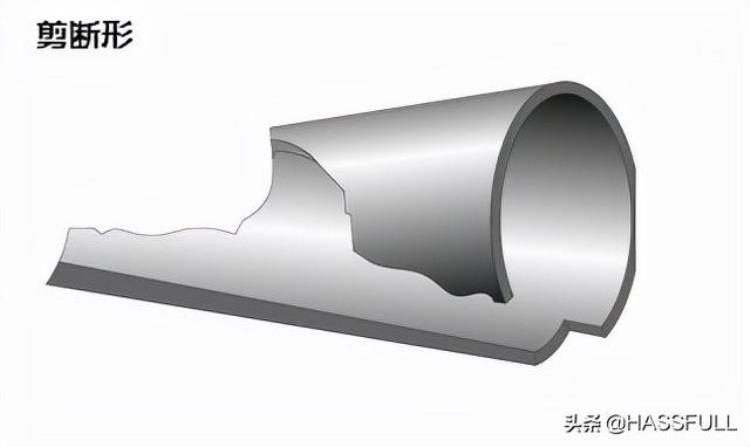
剪断形
3、长螺距形:生成的切屑在未卷起的状态下排出,排出后的切屑易缠绕在钻头上。
易生成此种切屑工件材料:铝合金
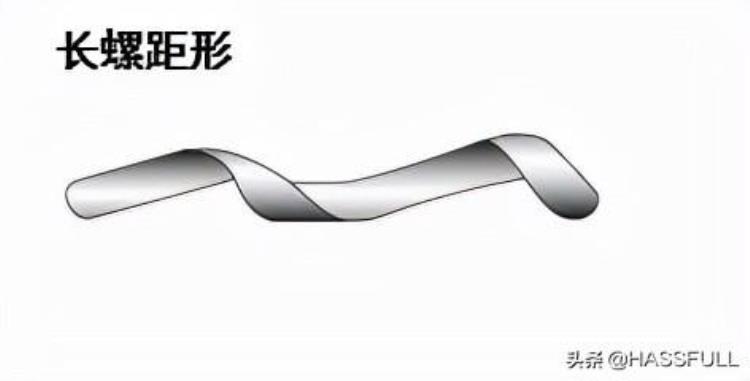
长螺距形
4、锯齿形:生成切屑因槽形状与材料特性,发生压曲而折叠。易在槽中堵塞。
易生成此种切屑工件材料:不锈钢
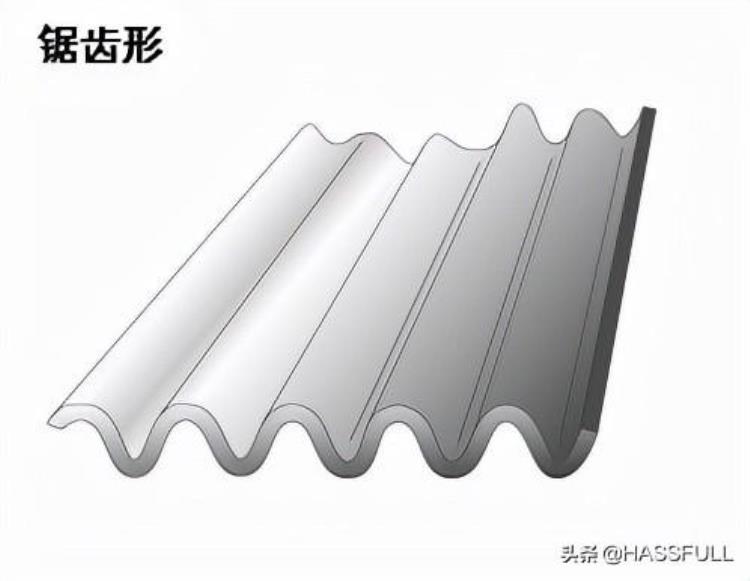
锯齿形
5、针形:工件材料比较脆或卷曲半径小、因振动断裂的情况下产生的切屑。排屑性能比较好,但是易在槽中堵塞。
易生成此种切屑工件材料:铸铁

针形
6、粒状扇形:受到钻头槽与加工孔壁的约束而折断的切屑,在进给比较高的情况下产生。切屑处理良好。
易生成此种切屑工件材料:易切削钢
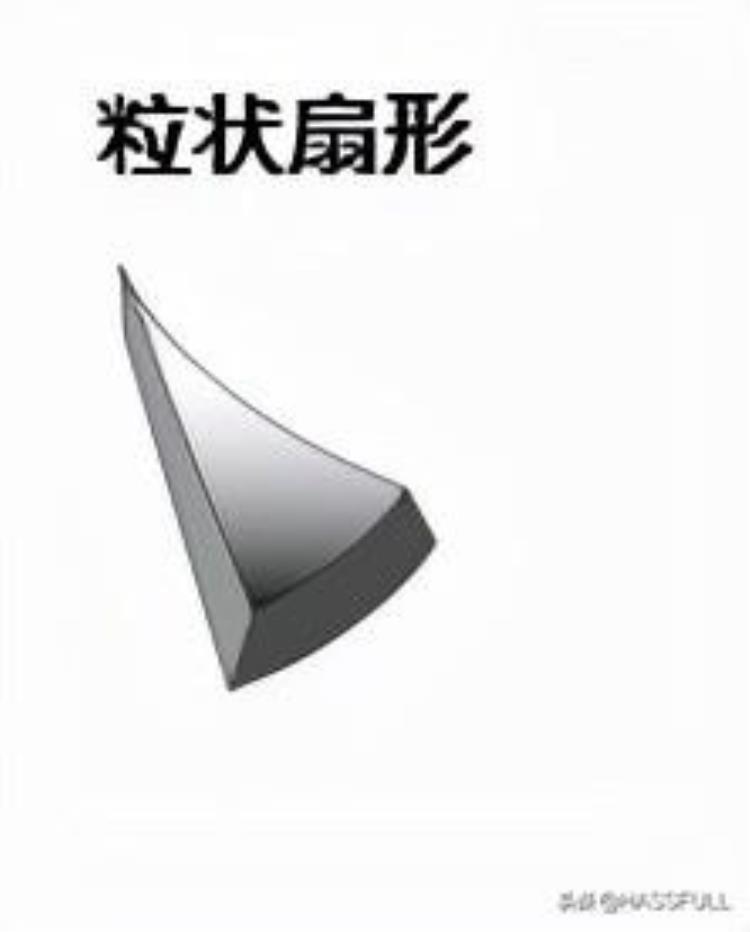
粒状扇形
钻削加工中孔的精度和质量?
影响钻削的加工精度因素有很多,包括了孔的位置精度、直线度、扩大量、圆度及孔壁面粗糙度这五个。
1、提高孔位置精度的办法:孔位置精度指的是计划的位置与实际加工的位置之间的差异。若钻头的切入性差,则无法在计划的位置钻孔,发生孔位置的偏差。使用X型横刃修磨的钻头或短钻头可以有效抑制此现象的发生。另外也有在前面工序中使用中心钻或通过导向衬套来决定位置。
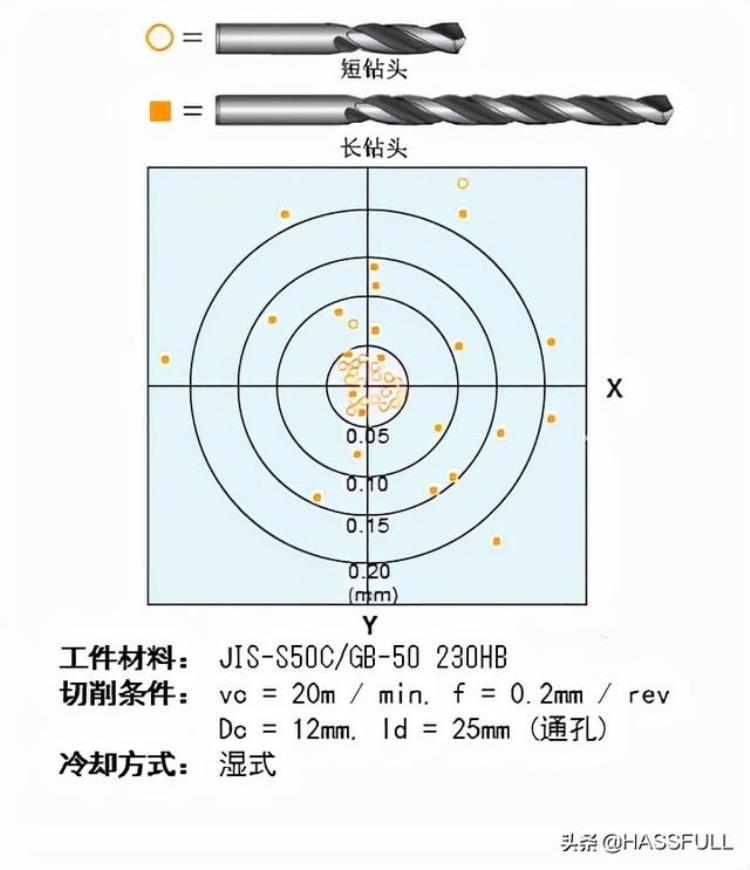
孔的位置精度
2、提高深孔的直线度的办法:使用钻头钻孔的笔直程度用直线度来表示。深孔加工时要使用短钻头进行底孔加工,然后使用深孔用钻头钻孔,这样孔的弯曲量与无底孔加工时相比可降低约20%~30%。为了提高直线度,将底孔深度加工至L/D=1~3并且保证高精度、笔直是非常重要的。
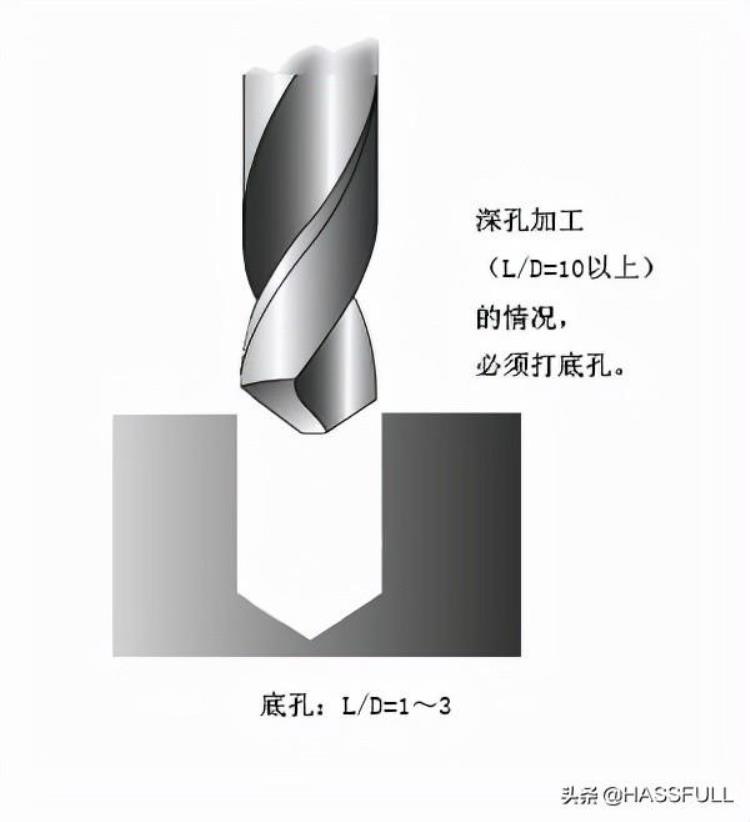
提高深孔的直线度的办法
3、切削刃高度与孔扩大量:实际孔径与钻头直径的差称为扩大量。影响孔扩大量的因素是心厚、横刃的偏心量、切削刃高度引起的2个切削刃的不均一性。切削刃高度的增加大致与扩大量的增加成比例,因此在钻头有安装振摆及重磨时要特别注意。(切削刃高度在0.02mm以内。)一般来说,高速钢钻头的扩大量约为钻头直径的1%。硬质合金钻头扩大量和钻头直径无关,大致20μm~40μm。
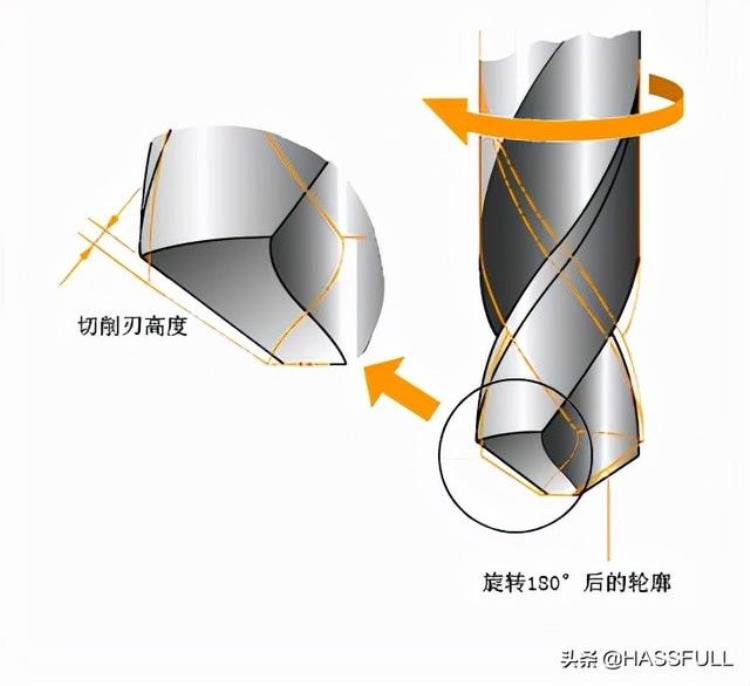
切削刃高度
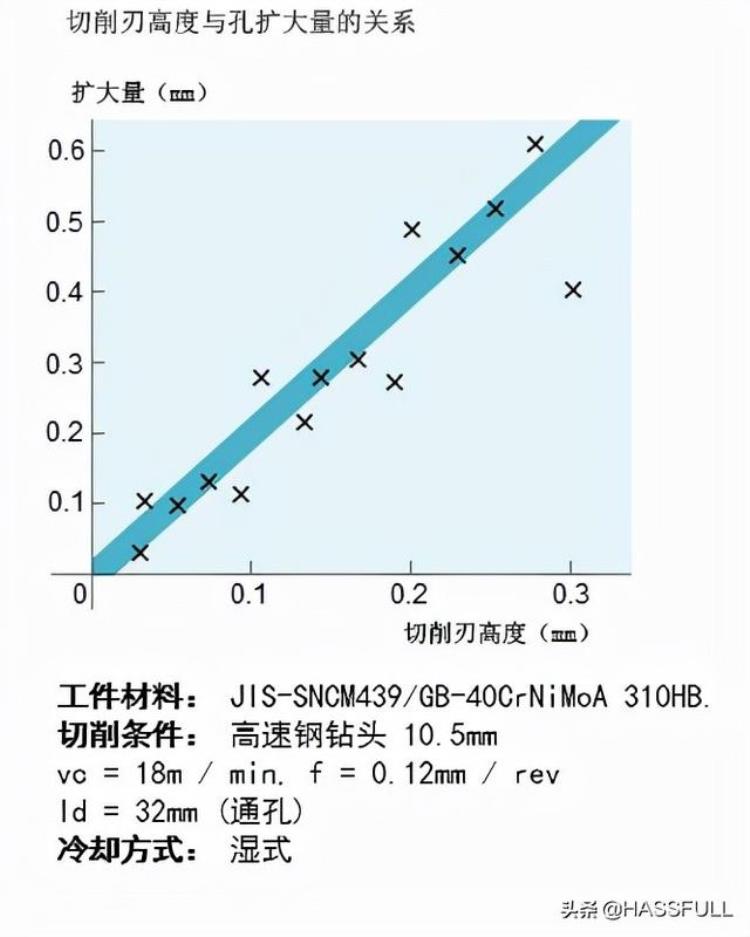
切削刃高度与孔扩大量的关系
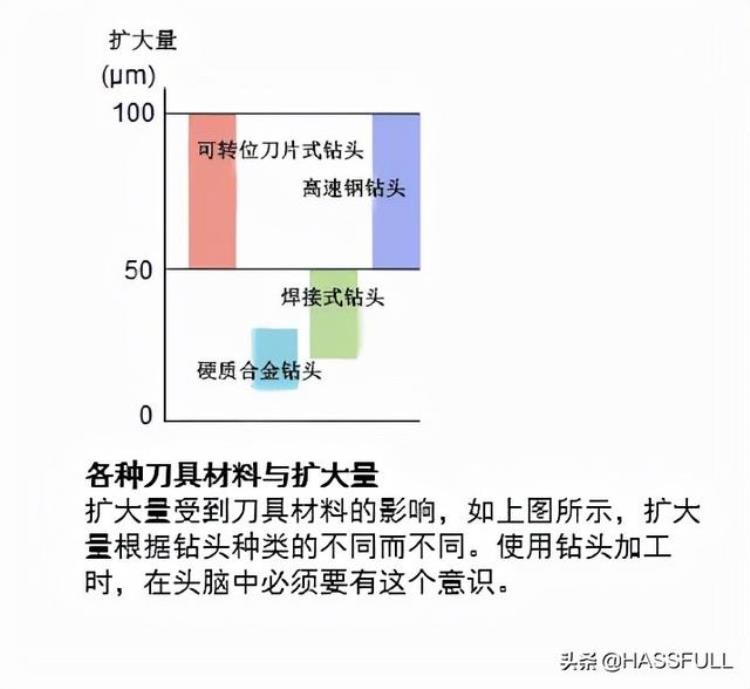
各种刀具材料与扩大量
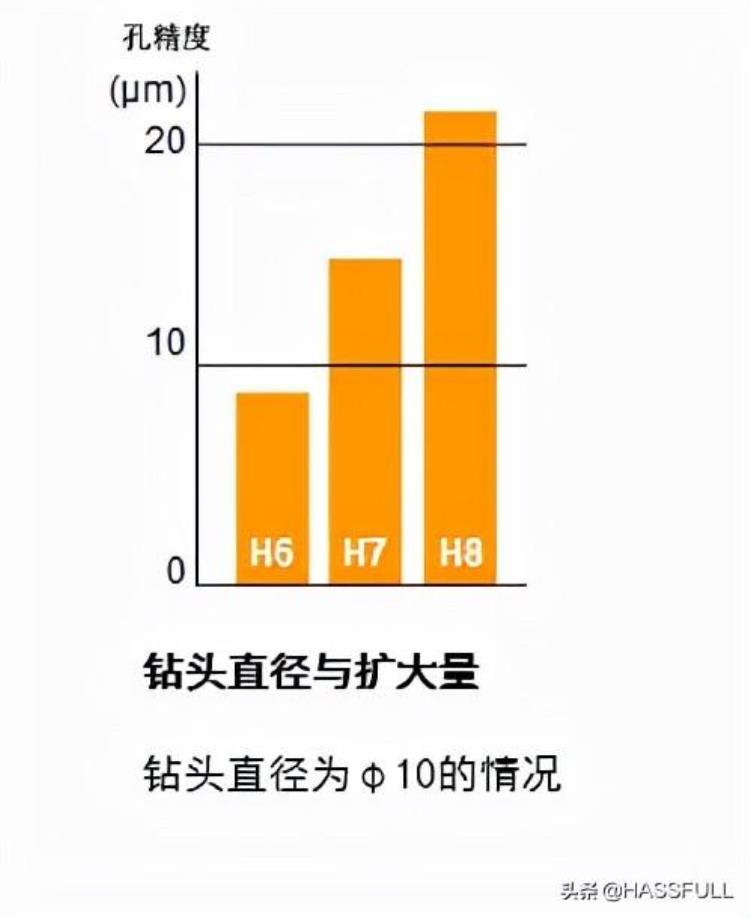
钻头直径与扩大量
4、提高圆度:钻头顶端是以横刃的两端为旋转中心、不断进行瞬间中心交换来进行反复加工的(步行现象),因此加工出的孔有时并非圆形而是多角形。为了加工出尽可能接近圆形的孔,比较有效的方法是使用X型横刃修磨的钻头,或降低钻头的转速、增大进给量。
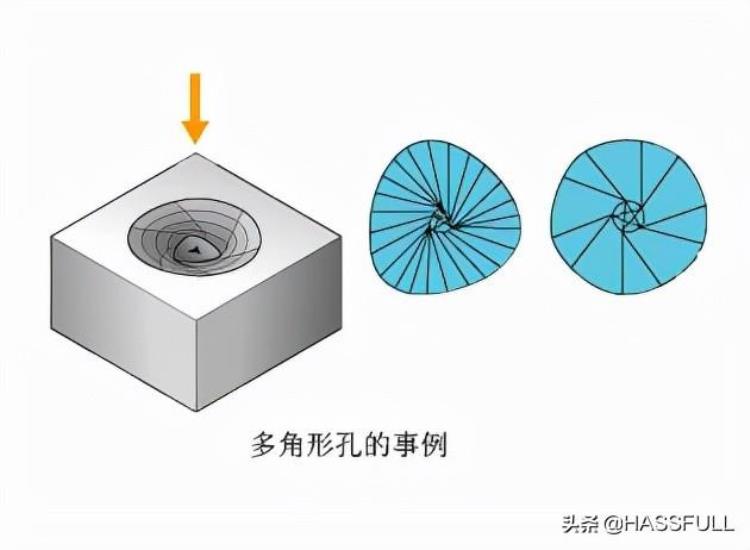
多角孔的事例
5、孔壁面粗糙度和螺旋线:影响孔壁面粗糙度的原因有切削刃的平衡、排屑状态及刃带部分的粘接。切削加工中若发生步行现象,在孔壁面会出现称为螺旋线的螺旋状痕迹,使表面粗糙度恶化。与提高圆度的对策相同,变更切削条件、减小切削刃高度、横刃的偏心量是很重要的。
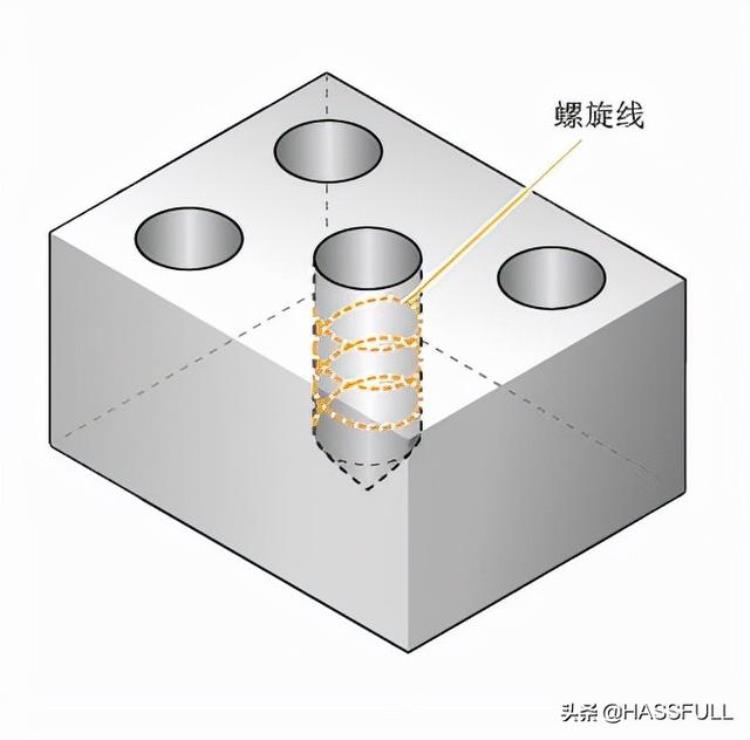
螺旋线
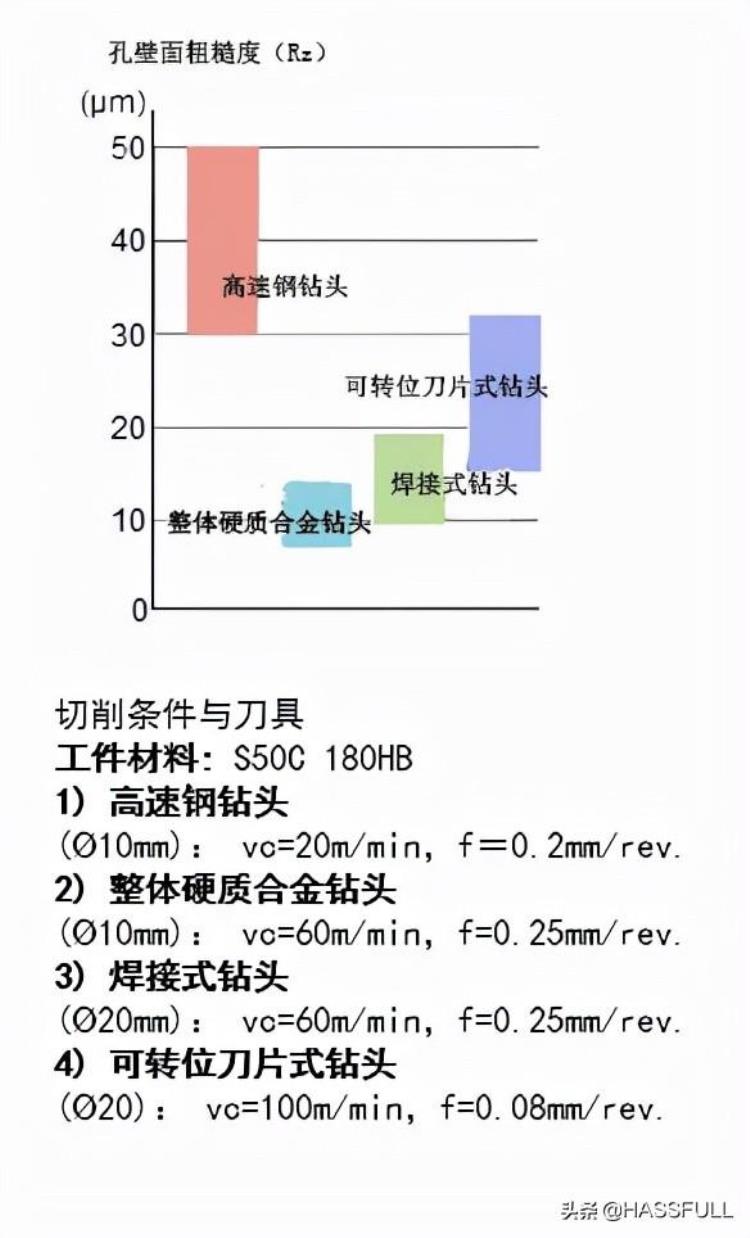
孔壁面粗糙度(Rz)
好了,钻削的加工原理、加工形态等相关的基础知识,介绍的还是比较比较详细的,期待下期再见吧!
文章评论