 认证作者
认证作者
0 评论
115 阅读
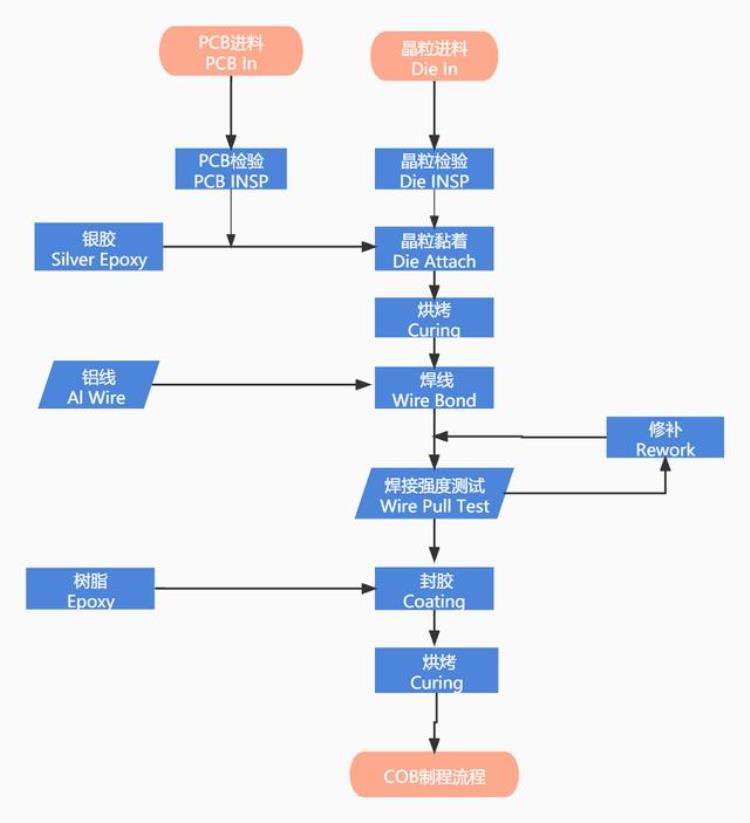
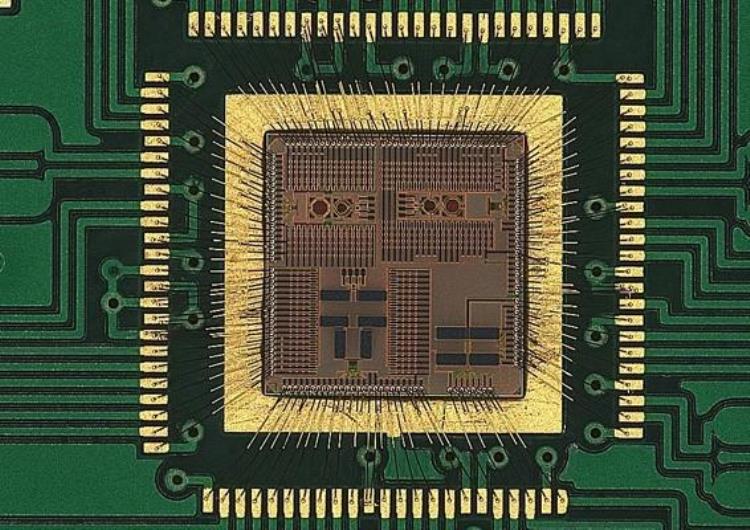
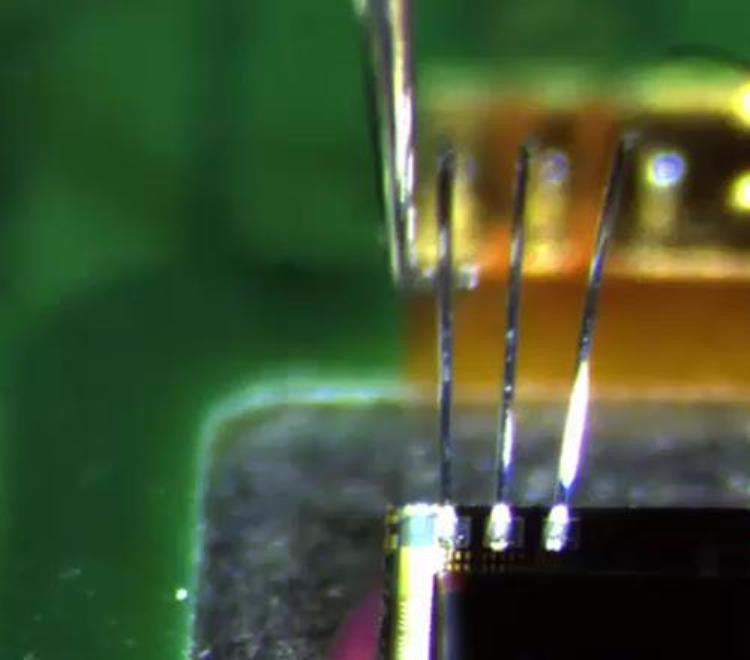
最近我们经常接到一些COB焊线焊接强度测试的询盘。所以今天【科准测控】陈明莉就与大家分享一下相关的知识点。COB(Chip-on-Board)板载芯片技术,是芯片组装的一门技术,是将芯片直接粘在PCB上用引线键合达到芯片与PCB的电气联结然后用黑胶包封。
COB的晶粒黏著好且烘烤完毕后,然后就是打线/焊线(Wire bonding)制程,COB制程和IC封装不同。是IC用金线(gold wire),而COB则用铝线(Aluminum wire)。
通过COB制程流程,我们可以知道,在焊
最近我们经常接到一些COB焊线焊接强度测试的询盘。所以今天【科准测控】陈明莉就与大家分享一下相关的知识点。COB(Chip-on-Board)板载芯片技术,是芯片组装的一门技术,是将芯片直接粘在PCB上用引线键合达到芯片与PCB的电气联结然后用黑胶包封。
COB的晶粒黏著好且烘烤完毕后,然后就是打线/焊线(Wire bonding)制程,COB制程和IC封装不同。是IC用金线(gold wire),而COB则用铝线(Aluminum wire)。
通过COB制程流程,我们可以知道,在焊线完成后都会有一道焊接测试。
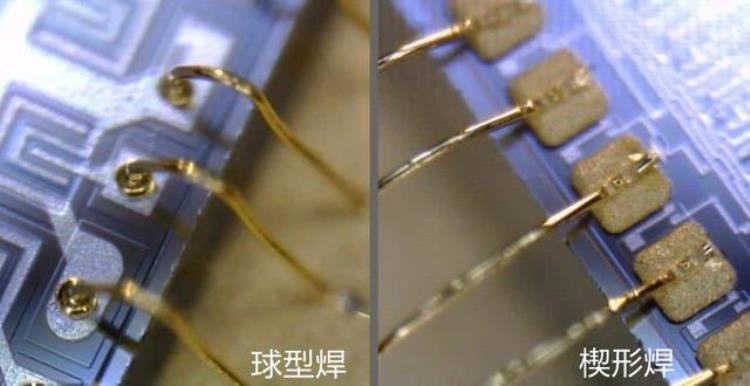
COB封装与IC封装
焊点的形状也就有所不同
COB通常采用铝线(Al wire),是楔形焊(Wedge Bond)。
IC封装通常是金线(Gold Wire),球型焊(Ball Bond)
根据经验及数据,球型焊的强度比楔型焊来得好,可是“金线”也比较贵。
2.焊线的拉力也会不同。
一般来说金的延展性比其他金属来得好,所以金线的拉力就会比较高,也比较不易断,品质也就比较稳定。
球型焊(Ball Bond)及楔型焊(Wedge Bond)的优缺点:
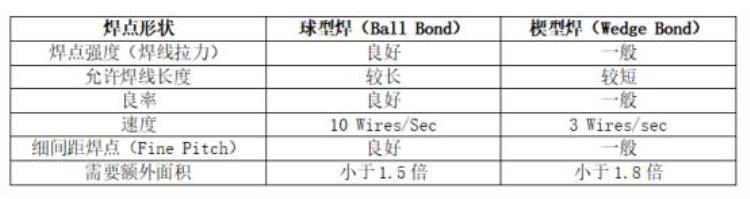
注:“额外面积”,应该是Bonding时的面积,也就是焊线直径的倍数,以同样直径的金线及铝线来比较,球型焊点所需的面积通常比楔型焊点来得小。
焊线拉力测试(Wire Pull Test)
IC封装测试
在IC的封装制程中,焊线的品质好坏通常采用拉力(Wire pull)、推晶(die shift)、推球(Ball Shift)等三种方法来判定好坏
COB封装测试
COB采用Al(铝)线制程,没有焊球(ball),所以推球就不适用在COB。 推晶测试是用来判断晶粒(die)有没有确实黏贴在导线架(Lead-frame)上面的量测标准。COB封装测试,通常不需要测试晶力黏着度。通常来说,COB封装焊接强度测试,都会去测试焊线拉力强度。从而判断出打线的焊点焊在PCB上的强度如何。
为什么要做焊线拉力测试 ?
假如打线焊点不达标的话,又没有进行焊接强度测试。到了后段制程。就会有Epoxy封胶及烘烤时焊点脱落的风险。一旦封了胶,基本上就没办法去修理了。
所以说,为了确保封胶以前把所有的不良品挑出来修理。在打胶前做好COB焊线焊点的拉力测试,是非常有必要的。一般我们对COB焊线拉力的要求比晶片封装来的低,通常只要求大于6g即可,因为Wedge bond 的强度比较弱。
如何做COB拉线测试?
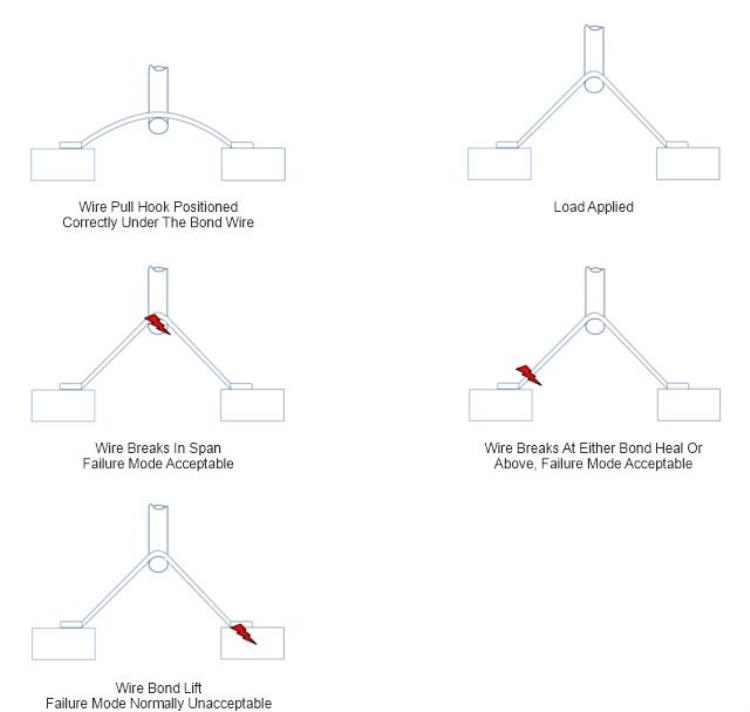
拉线测试是一种用于验证微电子中引线键合互连的成熟方法。拉力测试涉及一个精确的工具提示,在被测线材上施加向上(拉动)载荷,同时工件或产品组件保持静止。随着工具向上移动,施加到工作样品上的力(载荷)被准确测量并记录为测试结果。标准拉线测试包括将合适的拉钩放置在被测试的线环下方。负载垂直(90°)施加到被测工件上。破坏性测试测试引线键合的极限强度,直到发生故障。在预定义的持续时间内对被测COB铝线施加预定义的负载,以在不影响互连本身的情况下测试铝线完整性。
焊线拉力测试的设备

KZ-350多功能焊接强测试仪是用于为微电子引线键合后引线焊接强度测试、焊点与基板表面粘接力测试及其 失效分析领域的专用动态测试仪器,常见的测试有晶片推力、金球推力、金线拉力等,采用高速力值 采集系统。根据测试需要更换相对应的测试模组,系统自动识别模组量程。可以灵活得应用到不同产品的测试,每个工位独立设置安全高度位及安全限速,防止误操作对测试针头造成损坏。且具有测试 动作迅速、准确、适用面广的特点。适用于半导体 IC 封装测试、LED 封装测试、光电子器件封装测 试、PCBA 电子组装测试、汽车电子、航空航天、军工等等。亦可用于各种电子分析及研究单位失效分析领域以及各类院校教学和研究。
焊线拉力测试夹具

通过焊接强度的测试,我们可以追踪到影响焊接质量的具体因素。是材料原因(金线成分、工艺参数、芯片的加工工艺、等);生产设备的安装、参数设置、调试;污染,材料本身有无污染、操作不当引起的污染。根据溯源结果,我们进行适时地调整,从而避免更大的损失。好了,以上就是【科准测控】小编陈明莉为您整理的关于COB焊接强度测试方面的知识点,希望对您有所帮助噢。有问题半导体测试问题,就找【科准测控】,您身边的测试设备好帮手!

焊接强度拉力试验方法
从你的图片看来,你用的是手工氩弧焊。但是你做的只是个角焊缝,是没有全焊透的,这样的角焊缝一般是不宏差会做拉伸试验的。其实只要你选用的焊材强度和母材匹配,而且你的焊角高度达到设计的要求,就没问题了。
如果实在想弄清这样蔽纤皮的角焊缝的强度有多大,就这样做好了直竖洞接上拉伸机试验就行,多做两个,这样数据会避免偶然性。
希望我的回答对你有用,如果满意请采纳~欢迎追问~
COB的工艺流程重点在哪些?
COB工艺流程及基本要求 工艺流程及基本要求 清洁PCB---滴粘接胶---芯片粘贴---测试---封黑胶加热固化---测试---入库 1. 清洁PCB 清洗后的PCB板仍有油污或氧化层等不洁部分用皮擦试帮定位或测试针位对擦拭的PCB板要用毛刷刷干净或用气枪吹净方可流入下一工序。对于防静电严的产品要用离子吹尘机。清洁的目的的为了把PCB板邦线焊盘上的灰尘和油污等清除干净兄者以提高邦定的品质。 2. 滴粘接胶 滴粘接胶的目的是为了防止产品在传递和邦线过程中DIE脱落 在COB工序中通常采用针式转移和压力注射法 针式转移法:用针从容器液扰里取一小滴粘剂点涂在PCB上,这是一种非常迅速的点胶方法 压力注射法:将胶装入注射器内,施加一定的气压将胶挤出来,胶点的大小由注射器喷口口径的大小及加压时间和压力大小决定与与粘度有关。此工艺一般用在滴粘机或DIE BOND自动设备上 胶滴的尺寸与高度取决于芯片(DIE)的类型,尺寸,与PAD位的距离,重量而定。尺寸和重量大的芯片胶滴量大一些,也不宜过大以保证足够的粘度为准,同时粘接胶不能污染邦线焊盘。如要一定说是有什么标准的话,那也只能按不同的产品来定。硬把什么不能超过芯片的1/3高度不能露胶多少作为标准的话,实没有这个必要。 3. 芯片粘贴 芯片粘贴也叫DIE BOND(固晶)粘DIE邦DIE 邦IC等各公司叫法不一。在芯片粘贴中,要求真空吸笔(吸咀)材质硬度要小(也些公司采用棉签粘贴)。吸咀直径视芯片大小而定,咀尖必须平整以免刮伤 DIE表面。在粘贴时须检查DIE与PCB型号,粘贴方向是否正确,DIE巾到PCB必须做到“平稳正”“平”就是指DIE与PCB平行贴紧无虚位“稳” 是批DIE与PCB在整个流程中不易脱落“正”是指DIE与PCB预留位正贴,不可偏扭。一定要注意芯片(DIE)方向不得有贴反向之现象。 4. 邦线(引线键合) 邦线(引线键合)Wire Bond 邦定 连线叫法不一这里以邦定为例 邦定依BONDING图所定位置把各邦线的两个焊点连接起来,使其达到电气与机械连接。邦定的PCB做邦定拉力测试时要求其拉力符合公司所订标准(参考1.0线大于或等于3.5G 1.25线大于或等于4.5G)铝线焊点形状为椭圆形,金线焊点形状为球形。 邦定熔点的标准 铝线: 线尾大于或等于0.3倍线径小于或等于1.5倍线径 焊点的长度 大于或等于1.5倍线径 小于或等于5.0倍线径 焊点的宽度 大于或等于1.2倍线径 小于或等于3.0倍线径 线弧的高度等于圆划的抛物线高度(不宜太高不宜太低具体依产品而定) 金线: 焊球一般在线径的2.6—2.7倍左右 在邦线过程中应轻拿轻放,对点要准确,操任人员应用显微镜观察邦线过程,看有无断线,卷线,偏位,冷热焊,起铝等到不良现象,如有则立即通知管理工或技术人员。在正式生产之前一定得有专人首检,检查其有无邦错,少邦,漏邦拉力等现象。每隔2个小时应有专人核查其正确性。 5. 封胶 封胶主要是对测试OK之PCB板进行点黑胶。在点胶时要注意黑胶应完全盖住PCB太阳圈及邦定芯片铝线,不可有露丝现象,黑胶也不可封出太阳圈以外及别的地方有黑胶,如有漏胶应用布条即时擦拭掉。在整个滴胶过程中针咀或毛签都不可碰到DIE及邦定好的线。烘干后的黑胶表面不得有气孔,及黑胶未固化现象。黑胶高度不超过1.8MM为宜,特别要求的应小于1.5MM点胶时预热板温度及烘干温度都应严格控制。(振其BE-08黑胶FR4PCB板为例:预热温度120±15度时间为1.5—3.0分钟烘干温度为140±15度时间为40—60分钟)封胶方法通常也采用针式转移法和压力注射法。有些公司也用滴胶机,但其成本较高效率低下。通常都采用棉签和针筒滴胶,但对操作人员要有熟练的操作能力及严格的工艺要求。如果碰坏芯片再返修就会非常困难。所以此工序管理人羡埋薯员和工程人员必须严格管控。 6. 测试 因在邦定过程中会有一些如断线,卷线,假焊等不良现象而导致芯片故障,所以芯片级封装都要进行性能检测 根据检测方式可分非接触式检测(检查)和接触式检测(测试)两大类,非接触式检测己从人工目测发展到自动光学图象分析(AOI)X射分析,从外观电路图形检查发展到内层焊点质量检查,并从单独的检查向质量监控和缺陷修补相结合的方向发展。 虽然邦定机装有自动焊线质量检测功能(BQM)因邦定机自动焊线质量检测主要采用设计规则检测(DRC)和图形识别两种方法。DRC是按照一些给定的规则如熔点小于线径的多少或大于多少一些设定标准来检查焊线质量。图形识别法是将储存的数字化图象与实际工作进行比较。但这都受工艺控制,工艺规程,参数更改等方面影响。具体采用哪一种方法应根据各单位生产线具体条件,以及产品而定。但无论具备什么条件,目视检验是基本检测方法,是COB工艺人员和检测人员必须掌握的内容之一。两者之间应该互补,不能相互替代。
免责申明:以上内容属作者个人观点,版权归原作者所有,不代表恩施知识网立场!登载此文只为提供信息参考,并不用于任何商业目的。如有侵权或内容不符,请联系我们处理,谢谢合作!
文章评论